船舶特涂工艺简述(下)
2013-02-01 00:00:00
作者:宋林 来源:《腐蚀防护之友》
三度漆(面漆)喷涂
三度漆预涂
三度漆的预涂范围同二度预涂,检查控制漆膜厚度,偏低区域修补或修喷,修补或预涂前需确认舱内相对湿度及吸尘清洁状况达到规定要求,如图2所示。

三度漆(面漆)统喷
三度预涂结束后,进舱检查缺陷修补、预涂、舱壁脚手架清洁、不喷涂区域的防护、舱室任意位置的相对湿度和温度以及通风换气情况,保证相对湿度不超过80%且钢板温度超过露点3℃以上(注意冬季施工时的温差),喷涂范围从舱底自二度漆200mm以上区域,总膜厚控制在300~400μm,纯环氧面漆喷涂时的泵压0.45MPa,枪嘴17/25或621″,酚醛环氧喷涂时的泵压0.4MPa,枪嘴14/25或421〃,喷涂时同样可借用湿膜卡控制膜厚。如果能在喷涂前保证两度总膜厚范围在200~250μm之间,面漆按100μm喷涂,三度总膜厚将很轻易地控制在300~450μm,不会存在过多的面漆修补。
对于斜坡较大的舱室,斜坡以上区域和斜坡面不妨分开进行面漆的喷涂。喷涂斜坡时,表面用砂纸仔细处理漆雾,做好清洁和防护尤其是网板及脚手架的清洁与防护,这样能保证斜坡处的漆膜光滑、完整。
对于酚醛环氧或纯环氧面漆有很高光滑度要求的面漆喷涂,需要将整个舱壁四周用塑料薄膜保护,喷涂顺序自上而下,喷完一层撕下一层的薄膜,帽风管配合刷把清洁舱壁,再喷涂一层,以此类推直至底部一层。无机锌喷涂时,如采用自上而下顺序,漆膜表面会光滑许多,关键是要做好防护,泵压不能过高,通风换气不可过于强烈,否则不论采取何种喷涂方式,漆雾都不可避免。
三度漆(面漆)检查
面漆喷涂结束后,在完工报检之前应先检查面漆的漆膜状态,砂磨流挂、桔皮及成片漆渣,漆雾用百洁布或砂纸背面处理,任何的修补工作之前应先确认舱内的相对湿度及清洁状况。
完工报检
纯环氧及酚醛环氧涂料系统的完工报检是指舱底以上区域,三度漆结束后的检查,应着重检查漆膜状态,无流挂、桔皮、漆雾及大的漆渣、颗粒,确保结构缺陷被很好地油漆保护,漆膜范围在规定的要求之内,完工合格后可着手进行拆除脚手架的工作。
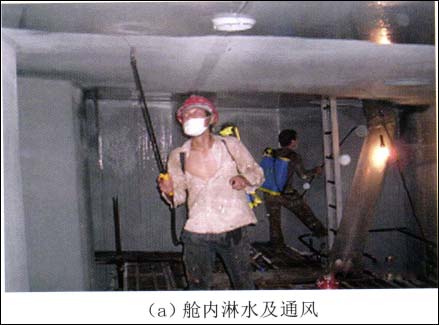
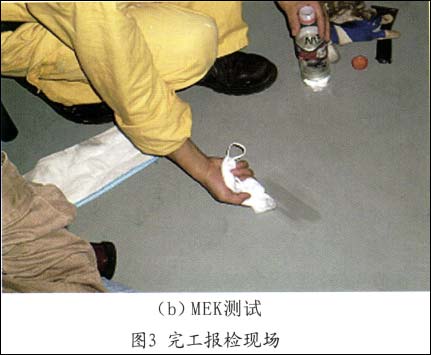
无机硅酸锌涂料的完工报检是指第一度喷涂及修补、修喷后,整舱(包括舱底)的漆膜检查,此时的漆膜表面应无明显的缺陷,无漆雾、针孔、龟裂及流挂等,膜厚达到规定要求,完工合格后需整舱喷淋淡水图2三度漆预涂及清洁(图3a),通自然风,以促使无机锌的固化,要保证漆膜表面的湿润但不能积水,保证舱内的通风。常温状态下,良好的保湿及通风,12~24h后,无机锌就能固化,舱室干燥4h后就可着手做MEK测试或硬币刮擦测试(图3b)。MEK测试合格后方能拆除脚手架,如果测试不合格,说明油漆还未固化,仍需给水以帮助固化直至MEK测试合格,拆架前擦去所有记号笔痕迹并用记号笔在舱底明显框出所有管脚位或待处理区域。
脚手架的拆除
脚手架拆除前,应对舱内上部所有的不锈钢管系做钝化处理,钝化过程中应用三防布保护管系附近的油漆表面。
对于成品油轮,建议除加热盘管外的所有不锈钢舾装系统,做一度面漆,以减少海水试验后不锈钢表面的锈蚀点(目前国内有些船厂货油舱内的不锈钢舾装件,严格意义上讲,只是不锈铁,铬含量很低)。脚手架拆除时,在洞口用胶皮做好防护,地板及斜坡处用塑料布及胶皮防护,防止漆膜损伤和污染。
拆架过程中一定要小心、仔细,尽最大可能地减少漆膜破损,同时要有油漆工及时地修补破损区域,修补工作不能只是简单地刷补,必须将破损处磨出坡口后方能修补油漆。
2/4 首页 上一页 1 2 3 4 下一页 尾页
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。