钛合金以其密度小、比强度高、耐蚀性好等一系列优异的特性,在航空航天、能源、海洋、化工及医疗等领域得到广泛应用[1] 。但是钛合金表面性能较差,如硬度低、摩擦系数高、耐磨性差,限制了其进一步的发展应用[2] 。采用表面强化技术,如电子束表面强化、表面扩渗和激光表面强化技术,可有效提高钛合金表面硬度及耐磨性[3-5] 。与其他表面强化技术相比,激光熔覆技术具有能量集中、冷速快、畸变小、稀释率低和可控性好等特点,是一种极具前景的钛合金表面强化技术[6-8] 。
Li 等[9]利用激光熔化沉积技术制备出以 TiNi 或 TiNi3 为初生相的 TiNi/TiNi3金属间化合物耐磨合金,发现以 TiNi 为初生相的涂层具有更好的抗室温摩擦磨损性能。Guo 等[10]
研究发现 Ti-Al 金属间化合物可以改善钛合金表面的硬度及摩擦磨损性能,并且发现硬度和耐磨性均存在如下关系:Ti3Al>TiAl>Al3Ti。冯淑荣人等在 TA15 表面激光熔覆54.51Ti-37.68Ni-7.81B4C 粉 末 混 合物,获得了以外加未熔 B4C 颗粒及快速凝固“原位”生成硼化钛和碳化钛为增强相, 以化合物 TiNi-Ti2Ni 为基体的复合涂层。刘正道以 Ti、Al 和 N 为粉末混合物,利用激光熔覆技术获得高耐磨性的 TiN/Ti3Al 金属基复合涂层。
张晓伟等[13]利用激光熔覆技术以 Ti 和AlN 为粉末混合物原位合成了 TiN/Ti3Al复合涂层,结果表明当 Ti 与 AlN 的摩尔比为 4:1 时涂层的组织性能及表面硬度最优。人们对钛合金表面激光熔覆 Ti-Ni、Ti-Al 金属间化合物为基体的涂层进行了大量研究,但是系统研究 Ti-Ni-AlN 成分比例对涂层微结构及性能影响的工作较少。因此,为优化 Ti、Ni 和AlN 成分配比,本文探讨了不同成分配比下 TiNi-Ti2Ni、Ti3Al 及 TiN 涂层的形成过程及性能。
1 实验材料与方法选
用 TC4 钛 合 金(30mm(l)×15mm(w)×8mm(t)) 为 基 材,以 300 目、纯度为 99.99% 的 Ti,200目、纯度为 99.9% 的 Ni 以及 2.0 纯度为 99.5% 的 AlN 粉末混合物作为熔覆层合金粉末。将上述粉末按照一定配比(如表 1)混合均匀后,放入真空干燥箱中,在 60℃下干燥 4h 备用。采用预置法将混合粉末均匀的涂敷在经处理的试样表面(不添加黏结剂),厚度约为1mm。
在氩气保护下, 采用半导体激光器 laserlineLDF 进行激光表面熔覆。激光功率为 900W、扫描速度为 6mm/s、光斑直径为 3mm。

采用工作参数为 Cu 靶辐射、管电 压 为 40mV、 管 电 流 为 40mA 的XRD-6000 衍射仪进行物相分析。采用CFT- Ⅰ型多功能材料表面性能综合测试仪进行干滑动往复摩擦磨损,对副磨球为直径是 3mm 的 GCr15 钢球,载荷为 15N、时长为 60min、转速为 600 r/min、磨痕长度为 5mm。采用扫描电镜(SeissSupra 55)(自带能谱仪(EDS))观察磨损形貌并分析其磨损机制。
采用机械抛光方法制备金相试样,在室温条件下用通过体积比为1∶4∶5的 HF、HNO3 和 H2O 腐 蚀 液 浸 蚀 5s。
通过光学金相显微镜(ZEISSAxioskop40FL)和扫描电镜(Seiss Supra 55)(自带能谱仪(EDS))观察试样横截面微区形貌; 采用电子探针(EPMA-1600)进行微区成分分析;采用 SCTMC 数显维氏硬度计来测量维氏硬度,加载载荷为 9.8N,加载时间 15s。
2 实验结果和讨论
2.1 物相分析图
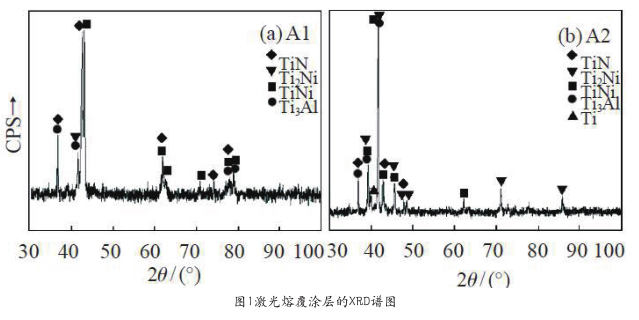
1 为 A1(Ti40Ni50)、A2(Ti56Ni34)的 X 射线衍射谱图。可看出,A1、A2 的 XRD 谱图差异较大,并且可代表 Ti、Ni 质量百分比小于 1 和大于 1 两类不同成分。由图可知,Ti 与 Ni的质量比对熔覆层的物相组成影响不是很大,主要物相均为 TiN、Ti2Ni、TiNi、Ti3Al。
根据吉布斯自由能改变量腉、各相熔点及 Ti-Ni、Ti-Al 二元相图可知,当混合粉末熔融后,在熔池中会按顺序发生如下反应:
Ti+N → TiN (1)Ti+Ni → TiNi (2)3Ti+Al → Ti3Al(3)2Ti+Ni → Ti2Ni(4)由图 1(a)与(b)对比可知,当Ti 含量远大于 Ni 时,会有多余的 Ti 残留在熔覆层中,无法与 Ni、Al 反应生成金属间化合物。并且,图 1(a)中 TiNi的衍射峰较多,而图 1(b)中 Ti2Ni 的衍射峰较多。
2.2 显微组织分析
图2为硬质相TiN增强金属间化合物的熔覆层横截面组织。可知,全部试样熔覆层致密均匀、无裂纹。当钛含量较多时,枝晶细长;当镍含量较多时,枝晶方向性不强。并且组织晶粒随着钛的增加先减小后增大, 其中 A1、A2 中枝晶状或粒状 TiN 分布均匀,晶粒细小,但是两试样中存在形态不同,具有代表性。

图 3 为 A1、A2 的背散射电子照片。可知,TiN 以枝晶状或粒状均匀的分布在整个熔覆层,并且 A2 的枝晶较 A1 小且密集。
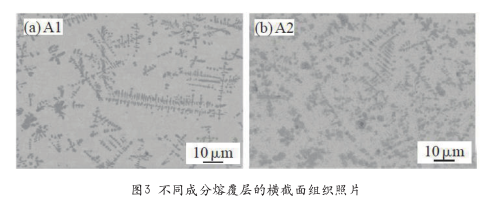
图 4 为 A1、A2 熔覆层结合区的扫描电子照片。
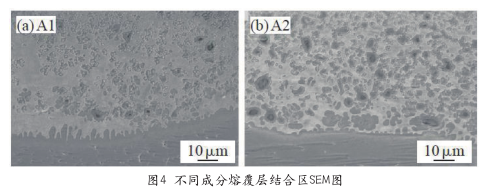
可知,基体是以外延生长方式,以柱状晶形态向内部生长,生长方向垂直于焊缝边界。熔覆层与基体有良好的冶金结合,稀释率小。
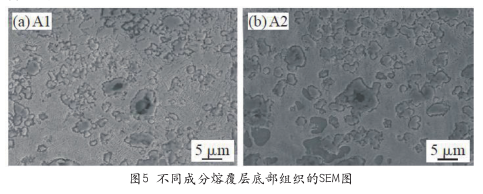
图 5 为 A1、A2 熔覆层底部的扫描电子照片。结合 EDS及 EPMA 分析可知,在熔覆层底部,A1、A2 的组织形貌相似,颗粒状为原位生成的强化相 TiN,中心深灰色部分为未充分溶解的 AlN。AlN 与基体之间有 TiN 过渡,结合良好。TiN 周围围绕着丝带状 TiNi,当 Ti 含量较多时,TiNi 会以片状形式出现。Ti2Ni 以十字交叉的片状形式存在,之间的蜂窝状组织为Ti3Al。

图 6 为 A1、A2 熔覆层上部的扫描电子照片。结合 EDS及 EPMA 分析可知, 在熔覆层的上部,A1、A2 具有不同的组织形貌, 各物相的存在状态也不同。A1 中基体 TiNi 上均匀分布着片状 Ti2Ni,而 Ti3Al 以丝带状存在于 TiNi 之间。 A2 中基体 TiNi 上均匀分布着枝晶状的 Ti2Ni,TiN 周围少量片状组织为 Ti3Al。熔覆层底部和中心组织出现差异的原因在于 Al、Ti 含量和冷却速度的不同。由于基体材料的熔融,结合区处 Al、Ti 含量增加,为 Ti3Al 的形成提供了动力学条件。而冷却速度较快时,为 Ti3Al 的形成提供了热力学条件。因此在熔覆层底部会出现大量的蜂窝状状 Ti3Al,并且晶粒细小。而 A1、A2 熔覆层中心组织出现差异的原因则在于 Ti、Ni 含量之比的不同,当钛含量较多时生成的 Ti2Ni 较多,而钛含量较少时生成的 TiNi 较多。
2.3 硬度分析
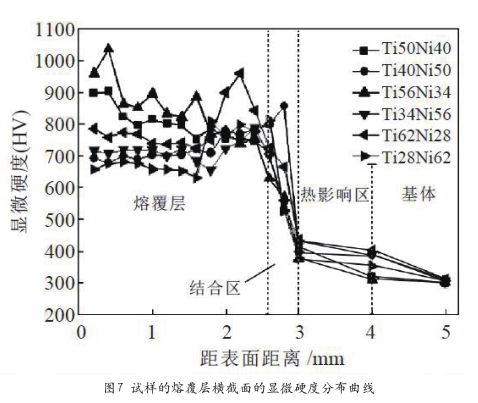
图 7 为从熔覆层表层到钛合金基体的显微硬度分布曲线图。可知,Ti56Ni34(A2)的硬度由表及里硬度值缓慢降低,表层硬度(1000HV)约为基体的 3 倍。这是因为熔覆层的组织由表及里发生了较大的变化,如图 6(b)可知,熔覆层上部以 TiNi 为基体,其上均匀分布着枝晶状的 Ti2Ni 和 TiN;而如图 5(b)可知,熔覆层底部 Ti2Ni 以十字交叉的片状形式存在,之间的蜂窝状组织为 Ti3Al,并且 AlN 未完全溶解,TiN形成较少。当 Ti 含量大于 Ni 时,硬度在结合区或接近结合区时增加。这是因为接近结合区时,由于基体钛合金的稀释,熔池中的钛含量增加,结合区 Ti2Ni、TiNi 和 Ti3Al 组织增加,且与 N 结合生成 TiN 的成核几率增加,晶粒趋于细小。
2.4 熔覆层的耐磨性
图 8 为熔覆层的摩擦磨损形貌图。由图 8(a)可知,钛合金基体发生较大的塑性变形,犁沟深且宽,并且有大量磨屑的堆积,具有磨粒磨损和粘着磨损的特征。在图 8(b)中由于硬质相 TiN、耐磨基体 TiNi 及高硬度金属间化合物 Ti2Ni和 Ti3Al 的存在,使得熔覆层的耐磨性增加。与基体相比,磨粒较少且体积小,剥落周期较长,为滑动接触疲劳磨损,相同时间内,磨损量比钛合金基体小。另外,伴随着轻微的磨粒磨损和粘着磨损,剥落的碎屑粒子对熔覆层表层材料的磨损较钛合金基体要小。图 8(c)相比于图 8(b),可看到明显的剥落粒子及擦伤,磨粒磨损及粘着磨损较图 8(b)来说严重,伴随着接触疲劳磨损。综上所述,A1 试样熔覆层与摩擦副 GCr15 有着大的非相容性,不易脱落;而 A2 试样的接触疲劳磨损临界循环次数高于 A1 试样。
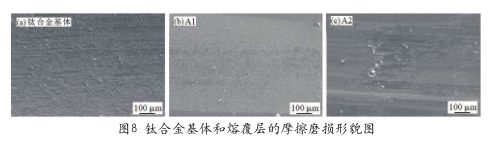
图 9 为熔覆层的摩擦磨损形貌图。可看出,表层硬度最高的 A2(Ti56Ni34),摩擦系数为 0.75,摩擦系数约为基体的 1/2。而表层硬度为 700HV 的 A1(Ti40Ni50),其摩擦系数为 0.5,摩擦系数约为基体的 1/3。结合图 8 摩擦磨损扫描电镜图可知,在反复摩擦过程中 A1 试样熔覆层的表面的粗糙度最小。

通过图 7 标定的磨痕宽度和磨损率的计算公式给出了关于基体、试样 A1、A2 的摩擦磨损数据,如表 2 所示。可见,试样 A1 的耐磨性为基体的 9.3 倍左右,A2 试样的耐磨性为基体的 22.3 倍左右。
3 结论
(1)Ti 与 Ni 的质量百分比的不同对熔覆层的物相组成影响不是很大,主要物相分别为 TiN、Ti2Ni、TiNi、Ti3Al。
(2)Ti 与 Ni 的质量百分比的不同对熔覆层上部组织形貌影响较大。当 Ti 含量较多时,Ti2Ni 以枝晶状大量存在;当 Ni含量较多时,TiNi 大量存在作为熔覆层基体,而 Ti2Ni 以片状存在。
(3)Ti、Ni 成分配比的改变对熔覆层的硬度及耐磨性有很大的影响。当 Ti、Ni、AlN 的质量百分比为 56 ∶ 34 ∶ 10时综合性能最优,组织均匀、无裂纹,熔覆层表层的硬度为1000HV,约为基体的 3 倍。摩擦系数为基体的 1/2,耐磨性约为基体的 22.3 倍。
(4)复合涂层高硬度和高耐磨性的原因在于陶瓷强化相TiN、高硬度的金属间化合物 Ti2Ni 及高耐磨性的金属间化合物 TiNi、Ti3Al 的存在。