 核电汽轮机高压转子的耐蚀性一直是影响转子运行寿命的关键问题,本文针对 1000 MW 核电汽轮机高压转子进行了耐蚀层堆焊试验,并对堆焊工艺及堆焊层的性能开展了研究。
核电汽轮机高压转子的耐蚀性一直是影响转子运行寿命的关键问题,本文针对 1000 MW 核电汽轮机高压转子进行了耐蚀层堆焊试验,并对堆焊工艺及堆焊层的性能开展了研究。

首先,为了实现母材与堆焊层良好的成分过渡,在核电转子用 NiCrMoV 钢试板上堆焊低合金钢过渡层;而后逐层堆焊马氏体不锈钢耐蚀层,直到堆焊层成分达到马氏体堆焊金属的成分为止;最后进行去应力焊后热处理。
对堆焊接头性能分析,结果表明,堆焊接头强度不低于母材,抗拉强度可以达到 783 MPa,同时具有优良的塑性和韧性。堆焊层中 Cr 元素的含量随着堆焊层厚度的增加以指数规律升高,在 15.5 mm 时达到 11.9 %与焊丝成分相当,表明此时的堆焊层已经满足耐蚀性的要求。
研究结果进一步表明试验中所采用的堆焊层成分及堆焊工艺所获得的堆焊层具有优良的综合性能,可应用于核电高压转子的表面改性。
1000 MW 核电汽轮机组是当前最为先进的核 电汽轮机组之一,已经为阳江核电站等多个核电厂 所采用。核电高压转子是核电汽轮机组的核心部件, 在机组运行期间一直处于高速转动状态,对其性能 的要求十分严格。
高压转子材料为 NiCrMoV 钢, 具有优良的强度和韧性,但在蒸汽温度较低的工作 环境下,转子汽封区域会发生腐蚀现象,危害转子 的性能,进一步影响安全性。为了满足转子汽封区 域表面耐腐蚀性能的要求,表面堆焊成为较好的改 性手段。马氏体不锈钢材料具有优良耐蚀性能,成为堆焊材料的优选材料。
但是 NiCrMoV 钢是一种低合金钢,与马氏体 不锈钢相比,C、Cr 等化学元素的含量存在较大差 异,会导致在堆焊过程中或者在高温运行过程中合 金元素的扩散及迁移 [1],影响堆焊层与母材的结合 性能,进而导致堆焊层耐蚀性的降低甚至导致耐蚀 层的脱落。
故而,为了减小转子材料与堆焊层用不锈钢材 料的差异,本文采用在转子母材上堆焊过渡层的措 施,使化学成分更过渡更为均匀,之后再堆焊马氏 体不锈钢材料,直到成分达到堆焊层材料成分为止, 最后进行去应力焊后热处理。
并对堆焊工艺及堆焊层的性能开展包括冲击韧性,抗拉强度及弯曲性能等等。同时对焊接层的成分过渡,特别是Cr元素的含量与堆焊厚度的关系进行了分析研究。此实验的研究结构可为获得综合性能良好的堆焊层提供实验数据,为核电高压转子的焊接生产提供技术依据。
1 转子结构及材料
1.1转子结构
本文所研究的 1000 MW 核电汽轮机高压转子, 由上海汽轮厂自主制造,额定转速为 1500 r/min, 转子重量约 100 吨。转子的两端分别有一处轴颈区 域需要采用堆焊工艺,转子的结构示意如图 1 所示。

1.2转子材料和力学性能
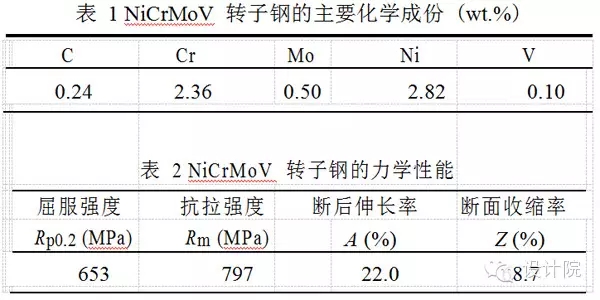
核电高压转子为大型锻件,材料为 NiCrMoV钢,堆焊前经过调质处理。其主要化学成份和力学 性能结果分别如表 1 和表 2 所示。
2 堆焊试验及性能分析
为了保证堆焊接头的力学性能,在产品焊接前 进行了埋弧焊焊接试验,确定了合适的工艺参数, 并对接头进行了力学性能测试和微观组织分析。
2.1试验件堆焊
堆焊用试验件是从一根 NiCrMoV 钢产品转子 上取下的试料,加工成 350 mm×160 mm×100 mm 钢板。堆焊方法为埋弧自动焊。耐蚀层材料选用13Cr-4Ni马氏体不锈钢,为了减少耐蚀层与转子材料差异可能造成的不利影响,在母材与耐蚀层之间增加一层低合金钢过渡层,然后进行了多层堆焊工艺试验,焊接完成后进行整体进炉去应力热处理。焊后热处理完成后进行渗透检测和超声波检验,未发现超标缺陷。
2.2 堆焊接头宏观组织
堆焊接头横截面的宏观组织如图 2 所示。堆 层厚度不小于 70 mm,宽度约 160 mm。堆焊层 母材结合良好,堆焊层质量优良,未发现气孔、 纹等任何缺陷。良好的宏观组织也进一步验证了 焊工艺可靠性。

2.3堆焊层强度分析
在经过焊后热处理后的试验件上,沿堆焊厚方向取拉伸试样,试样中心位于熔合线位置,以 试堆焊接头的拉伸强度。同时沿堆焊宽度方向在 材上取拉伸试样,以测试母材的拉伸强度。试样 试验方法符合标准 GB/T228-2002《金属材料室温 伸试验方法》的要求,试验结果如表 3 所示。

从表 3 中可以看出,经过焊后热处理后,转 母材和焊接接头的屈服强度和抗拉强度依然能够 到转子材料技术规范的要求。堆焊接头试样均断 母材上,说明堆焊层的强度不低于母材。虽然两 取向的试样均断在母材上,堆焊接头的抗拉强度 均值为 783 MPa,稍低于母材抗拉强度的平均值 7 MPa。所有四根试样的断后伸长率均大于材料技 规范规定的 16 %。从试验结果可以判断出,堆焊接头具有优良的抗拉强度和塑性。
2.4 堆焊层硬度试验分析
对堆焊接头进行了 HV10 维氏硬度分析,其硬 度的平均值如表 4 所示。母材的硬度平均值为 HV243。热影响区的硬度最高,为 HV330。过渡层 的硬度可以达到 HV308,耐蚀层硬度为 HV303。热 影响区的硬度明显高于母材,是由于在焊接过程中,
该区域被加热到奥氏体化温度以上,之后快速冷却,Charpy-V形成了硬度较高的淬火组织。虽然在随后的焊后热 处理过程中硬度下降,但依然保持较高的数值。过 渡层的硬度与耐蚀层相当,且高于母材。硬度测试 结果表明,过渡层和耐蚀层的强度均高于母材,这 解释了前文所述的接头拉伸试样断在母材上的原因。

2.5 堆焊层化学成份
采用光谱分析仪分析了距熔合线不同距离处堆 焊层中的合金元素含量。作为主要合金元素,Cr 元 素含量的变化趋势如图 3 所示。

由图 3 可见,随着堆焊层厚度的增加,堆焊层中的 Cr 含量先以指数规律迅速提高,之后趋于平缓。由于本试验所采用的埋弧自动焊是一种工艺过程十分稳定的焊接方法,并在焊接过程中保持基本一致的工艺规范,每一层的熔合比也相近,所以 Cr元素的含量随堆焊层数呈指数函数升高。堆焊层中 其它元素的熔合比与 Cr 元素一致的,因而随堆焊厚 度变化的规律也类似。堆焊层厚度在 15.5 mm 时, Cr 元素的含量为 11.9 %,已经可以满足耐蚀性能的 要求了。
2.5冲击试验
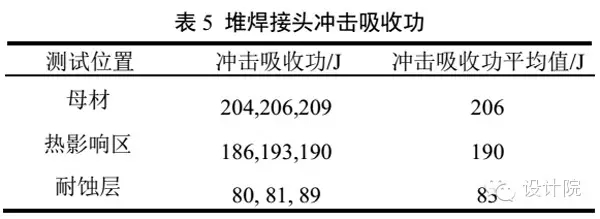
对母体、焊接影响区、过渡层和耐蚀层进行Charpy-V冲击试验,试验尺寸和试验方法符合GB/T 229-1994《金属夏比缺口冲击试验方法》的要求。实验结果如表5所示。由实验结果可知,热影响区冲击的吸收功的平均值为190J,与母材的冲击功接近,这说明焊接过程的热输入量控制得当,同时也说明所采用的焊后热处理规范对母材是合适的。耐蚀层的冲击吸收功可以达到83J,表明其具有优良的冲击韧性。结合接头拉伸实验结果,说明堆焊接头同时具有良好的强度和韧性。
2.5 弯曲试验

沿堆焊厚度方向取弯曲试样,按照 ASME第IX卷的要求进行了弯曲试验。弯曲试样中包括了母材、热影响区和焊缝,中心位于熔合线上。试样厚 度为 10 mm,弯曲半径为 40 mm。弯曲试样均通过 180°弯曲试验,未发现超标缺陷,如图 4 所示。弯 曲试验结果表明焊接接头具有良好的质量和优良的塑性。
2.6 焊缝微观组织
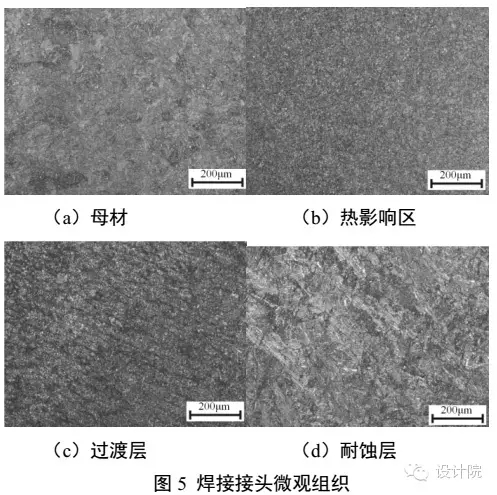
图 5 是母材、热影响区、过渡层和耐蚀层的金相照片。母材显微组织以回火贝氏体为主,如图 5a 所示。5b 是焊接热影响区的微观组织,主要是晶粒 细小的回火马氏体组织。这是由于在焊接热循环过 程中,该区域经过奥氏体化后快速冷却,所以产生 了细小的马氏体晶粒,并在随后的焊后热处理过程 中转变为回火马氏体。5c 是过渡层的微观组织,主 要为回火贝氏体。5d 是耐蚀层的微观组织,为典型 的板条马氏体。焊接接头中没有发现魏氏组织等过 热组织。良好的微观组织也保证了堆焊层及热影响 区优良的力学性能。
3 转子的堆焊
核电高压转子对堆焊工艺的可靠性要求是十分 严格的,在最终检验时一旦发现超标缺陷,必须将 缺陷完全去除,或是将缺陷区域整圈车除后重新堆 焊,并重新进行焊后热处理。所以实际生产过程中 采用了专用的埋弧自动焊设备进行堆焊,在获得优 良的接头质量的同时也有效提高了焊接质量和生产 效率,同时减小了工作强度。
焊前使用专用加热工装局部预热转子,保温足 够长的时间以使得焊接区域的温度趋于均匀。焊前 仔细地清理了焊接区域,焊接过程中严格控制焊接 电流、电压、焊接速度、层间温度等参数。生产实践表明,采用本埋弧焊设备及工艺,焊接过程稳定 可靠,从未因焊接过程原因造成缺陷。转子一端完 成堆焊后立即进行焊后热处理,待热处理完成后再 开始堆焊另一端。焊后热处理采用专用工装,局部 进行焊后热处理,以减少对转子本体性能的影响, 同时也可以提高生产效率。
转子两端均堆焊并热处理完成后,将堆焊层表 面光出,进行超声波检验,采用直探头、斜探头和 双晶探头全面扫查堆焊区域。在堆焊层外圆达到精 加工尺寸后进行渗透检验,合格后进入汽封槽加工 道序。采用本文所述的工艺方法,已经成功堆焊生 产了多根核电高压转子,部分转子已经投入运行。
结 论
(1)在 NiCrMoV 转子钢上采用增加过渡层的 措施后再堆焊马氏体耐蚀层,接头强度不低于母材, 抗拉强度可以达到 780 MPa,同时具有良好的塑性 和韧性。
(2)耐蚀层中 Cr 元素的含量随堆焊层厚度的 增加以指数规律升高,在 15.5 mm 之后达到 11.9 %, 满足了堆焊层耐蚀性能的要求。
(3)采用本文所述堆焊工艺可以获得优良的焊 接质量,已经成功应用于多根核电高压转子的堆焊 生产。
参考文献
[1]郑阳, 沈士明。 Cr-Mo 焊接接头中碳迁移现象研究的现状和进 展[J]. 新技术新工艺, 2002(1),31: 55-56.
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。