C/C、C/SiC和SiC/SiC高温复合材料,具有密度小、比强度大、抗热震、抗蠕变、耐烧蚀、耐磨性能好等优点,是重要的航空航天用结构材料。如C/C复合材料,它不仅具有炭-石墨材料的固有本性,如低密度,而且还具有一系列优异的力学和热力学性能:高温下高强度、高模量、良好的断裂韧性、耐磨损性能和抗热震性能、热膨胀系数小等,其突出的优点还在于1000~1300℃高温下强度性能较常温下反而有所提高,1650℃仍保持室温时的强度和刚度。
从上世纪60年代起,高温复合材料便在军工方面得到了重视。目前已广泛应用于航天飞机的端头帽和机翼前缘的热防护系统、洲际导弹的端头和鼻锥、火箭发动机喷管、飞机刹车盘等部件。最新型号的航空发动机在燃烧室和加力燃烧室等部位均使用C/C、C/SiC和SiC/SiC高温复合材料,这些部件一般都在高温(1650~1700℃,甚至在此温度以上)和有氧的恶劣工况下工作,对抗氧化性能提出了比火箭发动机更高的要求,需要材料具备更长的服役时间。而对于这些高温复合材料本身,其众多优异性能仅在惰性气氛的保护下才能得以发挥,由于碳在空气中400℃左右便开始氧化,氧化过程由气体介质中的氧流动至材料边界开始,反应气体被吸附在材料表面,通过材料本身的孔隙向内部扩散,以材料缺陷为活性中心,并在杂质微粒(Na,S,K,Mg等)的催化作用下发生氧化反应,生成的CO或CO2气体最终从材料表面脱附,C被氧化,从而引起复合材料的失重,这使得复合材料难以在高温下满足使用要求,因此各国对解决此类高温复合材料的氧化问题极为重视,也是目前开展研究的热点和难点。
众多国内外的研究表明,采用抗高温氧化陶瓷防护涂层是解决这类复合材料抗高温氧化能力不足问题的最有效手段。其制备工艺简便,可以将高温复合材料和恶劣的氧化环境进行有效的隔离,大幅提高复合材料在氧化环境中的使用温度。
1高温抗氧化涂层的设计要求
对于高温抗氧化涂层的设计,国内外研究者在近年来展开了深入的研究。图1为高温复合材料进行高温抗氧化涂层设计时应考虑到的主要影响因素,其要求可以概括为以下几点:
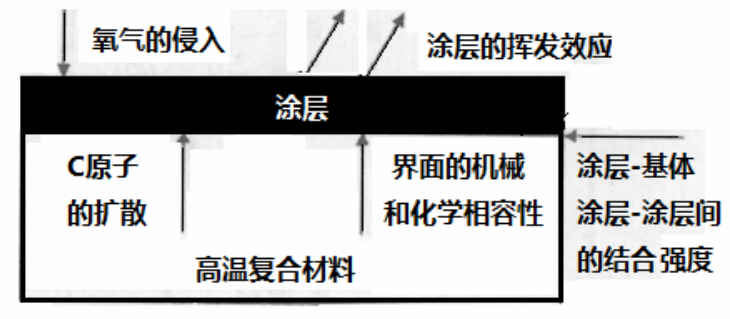
图 1 高温抗氧化涂层性能的主要影响因素
(1)具有较低的氧扩散系数。涂层系统必须能够有效阻止氧气的侵入,即具有低的氧扩散率。同时为防止氧扩散通道的形成,必须尽量减少涂层中缺陷的数目,保证涂层材料的均匀性。
(2)能减少炭向外扩散。涂层也要能阻止碳原子向外扩散,尤其对含有氧化物的涂层,因为氧化物易被碳还原。
(3)有较好的抗冲击和耐腐蚀性能。考虑到涂层使用的实际环境,涂层要尽可能承受一定的压力和冲击力,同时涂层要具有良好的耐腐蚀性能,主要包括耐酸性、耐碱性、耐盐性、耐潮湿性等。
(4)具有自愈合能力。
(5)涂层与基体之间要能良好结合。涂层之间、涂层与高温复合材料之间要有较高的结合强度。这需要好的润湿性能和选择正确的工艺途径。
(6)涂层与材料的蒸气压要低。为防止涂层挥发,涂层要具有低的蒸气压。
(7)涂层与基体有良好的物理和化学相容性。
所有界面必须保证机械和化学相容性。在升降温过程中,涂层之间、涂层与复合材料之间不发生相互反应生成一些不需要的相,或发生高温分解,或发生伴随着巨大体积变化的相变。
(8)涂层与基体、涂层的各层之间的热膨胀系数要尽可能接近。涂层之间、涂层与复合材料之间的热膨胀系数(CTE)要尽可能接近,以避免产生较大的热应力而使涂层出现裂纹甚至剥落。
在以上诸影响因素中,最关键的是第(1)和(8)点,即涂层的氧扩散渗透率和热膨胀系数。
而成的,其中应用最广泛的选择性涂层是复合材料膜系,典型的复合材料吸收膜系有多层渐变金属陶瓷膜和双层吸收膜系。
目前制备选择性吸收涂层方法主要有涂料法、电镀法、电化学转换法和真空镀膜等,它们的特点如表1所示。2国内外高温抗氧化涂层技术的研究现状高温复合材料抗氧化涂层研究至今,经历了几个阶段的发展,包括单层涂层、简单复合涂层和多层复合涂层技术。
2.1单层涂层技术
在高温复合材料抗氧化涂层研究的初始阶段,大多采用单一的涂层结构。比较理想的选择一般为硅基陶瓷如SiC和Si3N4,这类涂层与复合材料具有良好的相容性,且可通过传统的方法如包埋法获得,工艺熟悉、简单,使其成为单层涂层的首选。
而此涂层的耐受温度仅在1200~1300℃,在此基础上,有研究者提出了使用复相多组分涂层体系,使用和其他与高温复合材料热膨胀系数相差小的陶瓷材料混合作为涂层材料,在一定程度上提升了涂层的高温抗氧化性能。闫志巧等人采用化学气相沉积法,在1100℃,在C/SiC复合材料表面制备SiC涂层,分4次沉积制备时,4次涂层样品经1400℃,50h氧化后,质量损失为0.88%,质量损失速率稳定在6.30×10-5g/(cm2·h),且4次涂层样品具有优异的抗热震性能。我国西北工业大学成来飞等人利用液相法制备了Si-Mo、Si-W涂层,实验证明此类涂层在1500℃以下具有长时间抗氧化能力。吴定星等人以C/SiC复合材料为基体,采用原位反应法制备了MoSi2-SiC-Si涂层,在1500℃静态空气中氧化96h,涂层试样失重仅1.8%,具有良好的抗氧化性。H.S.Hu和A.Joshi等人采用熔浆法合成了Si-Hf-Cr,Si-Zr-Cr和Si-Ti涂层,其抗氧化温度可达到1600℃.
2.2简单多层复合涂层技术
随着研究的深入,科技工作者们发现,影响涂层高温抗氧化性能的因素众多,单一的涂层结构已无法满足需求,如一些材料具备较高的耐受温度,却存在着与基材热膨胀系数不匹配的问题,这使得涂层在高温下的稳定性较差。因此研究的焦点开始逐渐转向复合涂层技术。最简单的复合涂层是双层复合涂层。由于SiC与高温复合材料基体良好的物理化学相容性,双层复合涂层便大多采用SiC为内涂层,外层材料则选用耐火氧化物、高温玻璃或高温合金作为密封层。该种涂层利用密封层对SiC内涂层的裂纹和孔隙进行愈合,从而提高复合涂层的抗氧化能力。付前刚等用SiO2、B2O3、MgO、Al2O3和MoSi2等制备的以SiC为内涂层,以掺加MoSi2的硼硅酸盐玻璃为外涂层的双层复合涂层,能够在1300℃的静态空气气氛下对碳/碳复合材料有效保护150h.利用二次包埋法制备的双层SiC涂层可以在1500℃下有效保护碳/碳复合材料310h,涂层中富余的游离硅一方面可以渗透到内层SiC孔隙中,降低涂层氧气渗透率,另一方面可以缓解基体与涂层之间的热膨胀不匹配问题。吴定星等以C/SiC复合材料为基体,采用浆料浸涂法和脉冲CVD法制备了SiC/(ZrB2-SiC/SiC)4涂层,在1500℃空气中氧化25h,脉冲CVDSiC涂层试样氧化失重率为5.1%,而SiC/(ZrB2-SiC/SiC)4涂层试样出现增重现象,增重率达2.5%,表现出优异的抗氧化性能。张中伟等采用固渗法制备以SiC为内层、料浆涂刷法制备的高温氧化物釉层和硼硅化合物釉层为外涂层的复合涂层体系,使C/C复合材料在1600℃具有较好的抗氧化能力。H.T.Tsou等人用PACVD方法在CVD-Si2N4涂层上沉积B4C,其抗氧化温度提高到1400℃,氧化失重为6%.日本T.Morimoto等人用SiC作内层,稀土元素耐火氧化物作外层,其抗氧化温度可以达到1650℃.从这些文献分析中可知,采用双层复合涂层技术使高温复合材料的耐受温度和稳定性有了很大的提升。
2.3多层复合涂层技术
军工领域的发展对高温抗氧化涂层的性能提出了更高的要求,要求更长的服役时间。这些关键部件一般都在高温(1650~1700℃,甚至在此温度以上)和有氧的恶劣工况下工作,简单的复合涂层已经无法满足其需求,需要采用多层复合涂层体系,把功能不同的抗氧化涂层结合起来,让它们发挥各自的作用使各涂层达到相互协调、相互补充,共同抗氧化的目的。
综合考虑影响高温抗氧化涂层的众多因素,结合国内外研究现状可知,一个完整的高温涂层体系应含有下面三层功能涂层:过渡层、阻隔层和高温抗氧化层。体系中包括了梯度涂层结构以及不同功能的涂层组合结构。
过渡层的主作用是降低涂层与复合材料之间CTE的不匹配程度。大多数陶瓷材料的热膨胀系数均明显高于石墨材料或沿纤维方向的复合材料的热膨胀系数。这使得涂层和高温复合材料在高温下的机械相容性较差。一方面,由于涂层通常在高温下沉积而成,其较高的热膨胀系数使得涂层中存在一些微裂纹,高温下微裂纹处的炭暴露于氧化气氛中发生氧化反应而失重;另一方面,当复合材料工作在从室温至高温的热冲击条件下,涂层中的微裂纹将会扩展,涂层有剥离和脱落的危险。氧阻隔层是阻止高温原子氧的扩散侵入,扩散侵入的原子氧会在高温下与基体发生反应,削弱涂层与基体的结合,影响涂层的使用寿命。根据使用要求,抗氧化涂层有效工作时间一般在100h以上,C/C复合材料允许最大氧化失重为1%,允许最大氧化速率为0.01%/h.高温抗氧化层包括了封填和耐烧蚀两个层次的功能。封填层,即此层材料在高温下变成熔融状态,会对涂层体系中由于热膨胀系数不匹配所产生的裂纹进行封填,可以有效的防止氧的侵入以及C的扩散;耐烧蚀层的存在最为关键,由于高温复合材料主要应用在航空航天和军事领域,其零部件一般都在高速气流中工作,如重返大气层时的气动加热可达1300~1700℃,耐烧蚀层需要有效的抵抗气流中热颗粒对涂层的冲刷和涂层自身的蒸发。
邹世钦等用化学气相沉积法在C/SiC复合材料表面制备了CVDSiC粘接层、自愈合功能层和CVDSiC耐冲蚀层组成的3层涂层体系,氧化实验结果表明:3层涂层保护的试样800~1300℃的氧化质量损失率非常小,氧化288h后仍能保持较高的弯曲强度。北京航空工艺研究所郭海明等人采用浆料刷涂法制备了以下复合涂层:TiC粘结层/SiC氧阻挡层/ZrO2-MoSi2外涂层。该涂层体系具有良好的抗氧化性能。试样在1300℃氧化40h后失重仅为0.059g/cm2,氧化失重速率为4.1×10-7g/cm2·s,然而涂层1500℃测试环境下抗氧化性能并不理想。另外,西北工业大学成来飞等人提出了使用液相法制备一种高温长寿命C/C复合材料防氧化复合梯度涂层,其结构为:SiC过渡层/SiC氧阻挡层/高温玻璃封填层。该涂层体系1600℃可以工作168h以上,而涂层在高温下的抗热震性能略有不足。W.Kowbel等人运用CVD和CVR技术,在C/C复合材料表面制备了C/SiC功能梯度涂层,它具有CVR功能梯度层/SiC层/Si3N4层两种深层体系。该涂层体系在1650℃等温氧化2h后,没有贯穿裂纹产生,氧化失重可忽略不计。
经过20次1650℃(10min)到600℃(20min)的循环氧化实验,失重率低于1%.这说明该涂层体系具有良好的抗氧化性能和抗热震性能。付前刚、李贺军等提出采用SiC晶须增韧陶瓷的复合涂层模式,其制备的SiCf-SiC/MoSi2-SiC-Si复合涂层能在1500℃下有效保护碳/碳复合材料200h,SiC晶须具有优异的力学和化学稳定性能。SiC内涂层得到SiC晶须增韧后,强度和韧性都得到一定程度的提高,能够克服穿透性裂纹的产生,提高涂层高温抗氧化和抗冲刷能力,而涂层会在更高温度下的综合抗氧化能力出现不稳定。由李贺军、黄剑锋等通过热喷涂的方法制备SiC/硅酸钇/玻璃涂层具有优良的抗氧化性能,能对C/C复合材料在1600℃下对碳/碳复合材料有效保护达202h,涂层试样的氧化失重小于0.7%.氧化时间超过50h后,试样的失重维持在极低的水平,且能在400~1600℃的温度范围内对基体进行全温度段的氧化保护。北京矿冶研究总院使用热喷涂的手段制备了氧化钇梯度功能涂层,经测试涂层在超高温下仍可保持稳定的抗氧化能力,然而在涂层的结构设计和工艺参数调整方面,还有待进一步深入研究。从文献分析中发现,大部分涂层研究工作的开展重点围绕C/C、C/SiC高温复合材料进行,对于SiC/SiC复合材料抗氧化涂层的研究报道,较为少见。
3目前存在的主要问题及研究工作展望
随着研究的深入,高温复合材料的高温抗氧化涂层技术有了突飞猛进的发展,但依然存在很多问题,主要有:
(1)大多数涂层体系只能在特定的温度范围内保护高温复合材料,而实际上高温复合材料零部件的不同部位需要具有承受不同温度侵蚀的能力,因此全温度段的防护是一个基本的要求,而目前所制备的全温度段的防护涂层尚达不到长时间工作的能力。
(2)外部涂层制备存在着工艺复杂、周期长、成本高、与基体炭材料热物理兼容性差和层界面易产生微小裂纹等问题,而目前比较新颖的方法如CVR法、热喷涂法等虽能部分解决上述问题并获得性能优异的涂层,但相关研究并不深入和系统化,因此在制备技术和涂层体系设计方面仍有待进一步深入研究。
(3)能承受高于1700℃高温并且能长时间稳定工作的的涂层尚未见太多研究。
基于以上问题,为了解决C/C、C/SiC和SiC/SiC高温复合材料抗高温氧化能力不足的问题,需要通过开发新的涂层制备手段、涂层设计、复合表面处理、组织性能测试等的研究,实现新型抗氧化防护涂层满足1700℃以上使用要求的目标,从而达到国际领先水平,进一步实现军工领域对涂层性能的需求。( 彭浩然,张鑫,贾成科等)
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注国家材料腐蚀与防护科学数据中心http://www.ecorr.org
责任编辑:汪玉玲
《国家材料腐蚀与防护科学数据中心电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
国家材料腐蚀与防护科学数据中心官方 QQ群:140808414