在过去的几十年中,锆合金包壳已经成功地应用于轻水堆(LWR),表现出了良好的抗辐照性和耐腐蚀性能。但是,锆合金堆内应用一个主要问题是高温时其与水蒸气反应剧烈,当温度大于1200 ℃时会放出大量的氢气和热量。日本福岛核电事故后,核电的安全性再次摆在了所有核工作者的面前,如何进一步提高轻水堆核燃料元件在事故工况下的安全性和可靠性成了一个亟待解决的问题。
轻水堆核燃料元件面对的挑战是耐事故燃料的发展,以满足反应堆设计对燃料性能提出的更高安全裕量要求。科学家们已提出的耐事故燃料研发方向包括耐事故燃料芯体和耐事故包壳材料。耐事故包壳材料致力于改善锆与水蒸气的反应动力学,降低氢的释放率,且包壳应具有良好的热力学性能。耐事故包壳材料的发展主要体现在两方面:一是提高锆合金包壳的高温抗氧化能力及强度;二是研发具有高强度和抗氧化能力的非锆合金。本文讨论的是针对前者而开展的锆合金包壳表面涂层研究。
涂层锆包壳应用的主要好处是经济性,这是因为现有设备的生产能力可持续使用,易于实现锆基涂层包壳的商业化应用。涂层锆包壳面临的技术挑战是要满足燃料包壳和组件的各种性能要求,而涂层包壳不改变燃料包壳的尺寸,这对堆内性能至关重要,特别是在正常运行的条件下。在长期运行过程中,涂层在腐蚀、蠕变和磨蚀条件下都应具有一定的稳定性。因此,需要不断地探索、优化锆合金表面涂层制备技术。
新技术应更易控制涂层质量,特别是涂层厚度,锆包壳表面涂层在堆内环境下应能长期保持稳定性。
目前,国际上关于锆合金包壳表面涂层研究还处于前期探索阶段,已经开展了一系列涂层候选材料和涂层工艺的筛选工作,也进行了涂层性能表征,取得了一些成果。美国主要关注了MAX 相和陶瓷涂层材料,韩国和法国主要关注了金属Cr 涂层材料,中国锆合金包壳表面涂层研究还处于起步阶段。
1 锆合金包壳表面涂层研究现状
锆合金表面抗氧化涂层技术是一种主要的改善锆包壳表面抗氧化能力的方法。通过在锆合金外表面涂上一层材料以增强包壳耐磨、抗高温氧化的能力,从而改善正常工况下以及事故工况下锆包壳的耐事故性能。目前,国际上关于锆合金包壳表面涂层研究已经取得了一些初步筛选结果,涂层材料主要涉及MAX 相和金属Cr。
1.1 MAX 相涂层
美国能源部在2014 年轻水堆包壳结构材料研究建议书中重点提到了MAX 相材料的应用优势和研究建议。美国Wisconsin 大学Benjamin 等选用了MAX相中Ti2AlC 材料作为锆包壳表面涂层材料,涂层工艺采用了冷喷涂,涂层厚度约为90 μm。试验结果表明,涂层与锆基体间的结合力大于50 N,MAX 相涂层表面的耐磨性更好(如图1)。700 ℃、60 min 高温氧化实验后,涂层与基体的界面间未观察到氧化层,仅锆合金涂层上表面有轻微的氧化,而同样条件下Zr-4 合金的氧化膜厚度已达10 μm,这是因为涂层表面形成了致密而稳定的保护膜。模拟事故条件下的高温氧化试验结果表明,涂层对锆基体具有保护作用。

Darin J. Tallman 等研究了温度在1100~1300 ℃范围时,MAX 相材料Ti3SiC2 和Ti2AlC 与Zr-4 合金的反应性。研究结果表明,Si 和Al 的扩散厚度均符合抛物线定律,且都形成了Zr-Si、Zr-Al 金属间化合物,但Si 扩散至Zr-4 合金的速率比Al 扩散少一个数量级。
国内中科院宁波材料所也进行了MAX 相材料涂层研究,开展了不同涂层材料、不同涂层工艺的前期探索试验。该所更侧重于涂层机理方面的探讨,指出MAX 相涂层的实质是穿衣作用,问题的关键在于解决氧原子向锆基体扩散。中科院宁波材料所ZongjianFeng 等用直流磁控溅射工艺制备了Ti2AlC 涂层,并对涂层成分控制进行了研究。基体材料选择了316L 奥氏体不锈钢,涂层厚度约为10 μm,后分别进行了750 ℃、空气或纯水蒸汽环境中Ti2AlC 涂层样品的高温氧化试验,并对氧化分层现象和氧化机制进行了讨论。Ti2AlC 涂层在空气中的氧化试验结果显示,样品共形成四层:最外层是厚的Al2O3 和TiO2混合氧化物,随后是薄的α-(Al,Cr)2O3 底层,中间是厚的Fe2O3 和TiO2 混合氧化物,内层是薄的Al2O3 富集层。而在纯蒸汽水中的氧化结果显示,样品内部发生了氧化,Ti2AlC 涂层没有形成清晰的氧化物层,这可能与涂层质量控制有关。因此,采用磁控溅射法制备合金表面涂层还有待进一步研究。
E.N. Hoffman 等[6]对MAX 碳化物材料用于未来核电厂的堆心应用和中子嬗变性能进行了分析。将商业纯度的MAX 相材料分别置于快中子反应堆和热中子反应堆10 年、30 年和60 年,模拟计算它们的中子活度。模拟分析结果表明,不论是在快中子堆还是在热中子堆中,三种活化时间条件下,MAX 相材料的活度与SiC 相似,而比617 合金低三个数量级。
Ti3SiC2、Ti3AlC2 和Ti2AlC 三种MAX 相材料的中子辐照试验结果也验证了中子辐照模拟分析结果的合理性。Ian Younker 等对用于耐事故燃料的涂层候选材料中子性进行了评估,结果表明MAX 相涂层厚度应控制在10~30 μm,以限制中子的损耗。 Darin J.Tallman 等对Ti3SiC2 和Ti2AlC 材料在中子辐照过程中的缺陷演化行为进行了研究,表明作为高温核能应用的MAX 相涂层候选材料,Ti3SiC2 比Ti2AlC 表现出更好的前景。Qing Huang 等[9]也对MAX 相材料Ti3SiC2 和Ti3AlC2 的抗辐照性能进行了研究,结果表明,室温时,Ti3AlC2 的抗辐照性能比Ti3SiC2 好,且两种MAX 相材料在600 ℃的辐照稳定性均比室温好。
已有报道结果表明,作为耐事故包壳涂层材料,MAX 相是一种有发展前景的候选材料,但其涂层制备工艺还需进一步筛选、优化。关于MAX 相涂层包壳的堆内应用性能研究工作也有待进一步开展。
1.2 金属Cr 涂层
为了降低高温水蒸汽环境中锆基合金的氧化速率,韩国原子能研究院(KAERI)Hyun-Gil Kim 等对相关涂层材料和涂层技术进行了探索。采用3D 激光涂层技术制备了锆合金表面Cr 涂层,涂层厚度为90 μm。检测了锆合金表面涂层的附着力,开展了高温氧化试验。研究结果表明,由于中间扩散层的形成,Zr-4 合金与Cr 涂层间具有优异的粘附性。Cr涂层包壳直到4%应变前(如图2),都未出现裂纹,满足燃料包壳1%的应变要求。氧化试验数据显示,涂层锆合金的高温抗氧化性能明显优于Zr-4 基体。

Jung-Hwan Park 等采用了电弧离子镀技术制备了Zr-4 合金表面Cr 涂层,金属Cr 靶纯度为99.9%,制备过程中沉积温度控制在473 K。1200 ℃、2000 s 水蒸气环境中的氧化试验结果表明,涂层锆合金的高温抗氧化性能明显强于锆合金基体(如图3),且Cr 涂层锆包壳具有更优异的延展性。

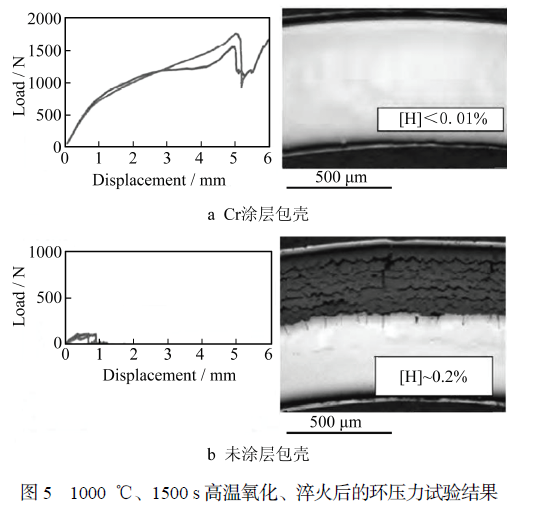
法国J.C.Brachet 等采用PVD 法制备了锆合金表面金属Cr 涂层。最新试验结果显示,制备的Cr 涂层十分密实,没有缺陷(如图4)。工艺优化后制备的Cr 涂层提高了锆包壳的耐高温氧化性能,在事故条件下氧化淬火后仍保留了一些残余延展性(如图5),为采取补救措施提供了重要的事故反应时间。

研究表明,金属Cr 涂层耐高温氧化性能良好,可作为耐事故锆合金包壳的涂层候选材料。
目前,美国锆合金表面涂层研究主要集中在MAX 相材料上,包括涂层工艺、涂层锆合金的高温氧化性能以及涂层材料的辐照性能等。韩国和法国主要关注了金属Cr 涂层的制备工艺以及高温氧化性能研究。国内对MAX 相材料的制备工艺和一些性能也进行了前期探索。由于锆合金包壳表面涂层研究处于可行性探索阶段,关于涂层应用性能研究的报道主要集中在高温氧化和腐蚀性能上,其他应用性能的研究还有待进一步开展。
2 锆合金表面涂层研究的几个关键问题
2.1 涂层材料选择
考虑特殊的应用环境,包壳涂层材料的选择主要基于其物理性能。首先,涂层材料要改善锆包壳的抗高温氧化性能。事故条件下,涂层锆包壳应表现出明显低的氧化速率,能在其表面形成一层致密而稳定的保护膜,阻止或延缓氧化的进一步加剧,从而阻止锆包壳因氧化疏松而破损。在选择锆包壳涂层材料时,除了考虑必备的高温抗氧化性,还需要考察候选材料的熔点、导热性和温度梯度下的力学性能,以及它的中子经济性等。
综合考虑上述因素,Cr2O3 和Al2O3 两种陶瓷材料表现突出,在高温时生长速率低,非常稳定。由于其脆性,如果直接在锆合金表面形成陶瓷层,在核燃料机械制备过程中将会很容易开裂。考虑与锆合金的相容性,若涂层材料在高温氧化反应时能在包壳表面形成陶瓷氧化膜则更稳定。金属Cr 和MAX 相材料在高温氧化后能形成致密的保护膜,是有应用前景的锆包壳涂层候选材料。
2.1.1 MAX 相
2000 年以来,新起的MAX 相材料兼具了金属和陶瓷的一些优良性能。MAX 相材料具有很好的塑性变形能力,这种微观塑性及良好的导热性能使该材料具有很好的抗热震性能,微观塑性也使其具有较好的抗破坏性能。表1 和表2 分别给出了一些常用MAX 相材料的典型物理性能和力学性能。

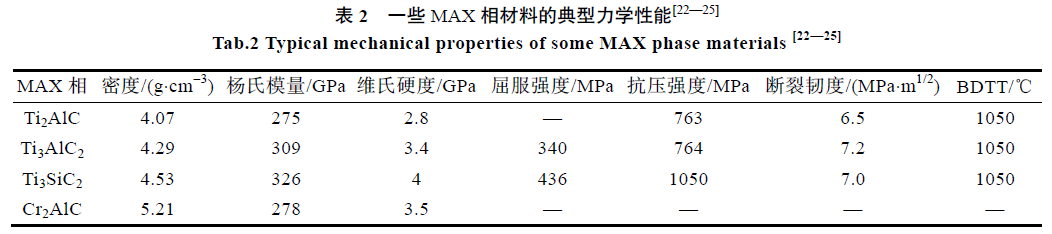
可知,Ti2AlC、Ti3AlC2、Ti3SiC2 和Cr2AlC 四种合金兼备了金属和陶瓷材料的一些优良性能,综合性能好。
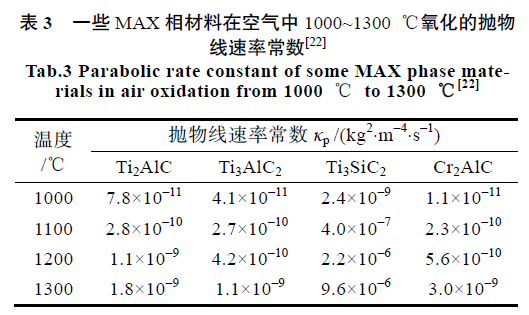
已有研究表明,MAX 相材料是一种优异的耐高温结构材料,表3 给出了一些常用的MAX 相材料在空气中1000~1300 ℃氧化时的抛物线速率常数,可知这些MAX 相材料的耐高温氧化性能均较好。一般来说,Ti3AlC2 的抗氧化性比Ti3SiC2 好,大概高2~3 个数量级,其抗氧化性好的原因在于表面氧化后形成了一层致密的Al2O3 保护膜。Ti2AlC也具有很好的抗氧化性,其氧化机制与Ti3AlC2 相同。Cr2AlC的高温抗氧化性很好,与Ti3AlC2 相当,但其热膨胀系数(13.3×10-6 K)与锆基体的热膨胀系数(7.2×10-6K)差异太大,不利于涂层质量控制。Ti3SiC2 材料的抗高温氧化性能相对而言较差,随着温度的升高,氧化速率上升明显,且生成氧化膜为热导率很低的陶瓷材料SiO2,不利于包壳内部热量导出。Ti3AlC2和Ti2AlC 氧化后均生成致密的Al2O3 保护膜,膜的热膨胀系数(8.4×10-6 K)与锆合金(7.2×10-6 K)的差异较小。Ti3AlC2 虽然比Ti2AlC 的高温抗氧化性更好,但考虑中子经济性,Ti2AlC 是更理想的锆合金包壳涂层候选材料。
2.1.2 金属Cr
金属Cr 具有良好的金属光泽和抗腐蚀性,常用来镀在其他合金表面。高纯金属Cr 具有耐高温、抗氧化、抗振动和抗蠕变等优点,可用作各种等离子和电子束溅喷的靶材,具有广泛的应用。
韩国原子能研究院Hyun-Gil Kim对涂层候选材料的高温氧化性能进行了研究,试验结果见表4。

1200 ℃水蒸汽环境中氧化后,在四种候选材料中,SiO2 的耐高温氧化性能表现最好,且Si 比Cr 的耐氧化性能更有效。他同时开展了360 ℃、18.9 MPa 模拟运行条件下的腐蚀试验,结果表明金属Cr 比Zr-4 合金表现出更好的耐腐蚀性能,而Si 晶片和SiO2 样品在腐蚀条件下很快溶解,即在高温水蒸汽环境中抗氧化性能好的材料,并不能保证其在堆内正常运行条件下的腐蚀稳定性。因此,KAERI 选择了金属Cr 合金作为锆合金包壳的涂层材料。法国CAE 也致力于金属Cr 涂层研究,调研了20 多种以Zr-4 为基体的涂层材料,包括陶瓷和金属,发现金属Cr 涂层最有发展潜力。已有研究表明,金属Cr 也是一种有发展前景的锆合金涂层候选材料。
2.2 涂层工艺选择
为了使涂层锆包壳在事故工况下能提供有效的保护,表面涂层必须均匀、密实,具有良好的耐高温氧化。因此,表面涂层质量的控制非常重要,特别是膜基结合力和膜致密度,而这依赖于所采用的沉积技术和工艺参数。制备涂层的过程最好在真空保护的条件下进行,其制备效率高,最重要的是适用于燃料组件涂层制备。一般而言,涂层沉积温度应低于锆包壳的最终退火温度,约500 ℃,以避免锆合金基体微观组织的变化。综合比较不同表面制备技术的优缺点,电弧离子镀技术是一种有发展前景的锆包壳表面涂层制备工艺。
2.2.1 热喷涂
热喷涂包括火焰喷涂、电弧喷涂、等离子喷涂以及超音速火焰喷涂等。涂层与基体之间主要靠机械结合,界面的结合强度相对较低,因而耐冲击性能不好。在热喷涂过程中,会存在粉末氧化、相变、脱碳或改变原始粉末的物理和化学性质等问题,同时也会对基体产生不良的热影响。小面积热喷涂经济性差,涂层厚度一般为0.5~5 mm,应尽量选择与基体热膨胀系数相近的涂层材料。
相对而言,等离子喷涂的涂层孔隙率更低,涂层与基体间的结合强度较高。但等离子喷涂更适宜镀厚膜,对锆合金表面几十微米薄的涂层制备的质量控制较难。韩国早期采用了等离子喷涂PS(PlasmaSpraying)技术,但存在一些技术问题,如Si 涂层中形成了气孔,由于结合力低而在界面层发生了氧化。后改进工艺将等离子喷涂制备的涂层再经激光束扫描LBS(Laser Beam Scanning)处理后,去掉了Si涂层中的气孔,因界面形成扩散层而抑制了其氧化。但涂层制造成本急剧增加,产品质量控制困难,且PS+LBS 制备工艺复杂,该工艺未被采用。
2.2.2 冷喷涂
冷喷涂是在低温状态下通过高速粉末颗粒撞击基体时发生强塑性变形而形成涂层。冷喷涂工艺具有沉积温度低,对基体热影响小,分布均匀,以及涂层基本无氧化现象等优点。因此,冷喷涂主要用于对温度敏感材料、氧化敏感材料或相变敏感材料等的喷涂。冷喷涂沉积速率很高,涂层可获得比较大的厚度。相对而言,冷喷涂涂层与基体间的结合强度不高,但可在牺牲一定的沉积速率的条件下达到较低的孔隙率和比较高的结合强度。
西安交通大学、中科院宁波材料所均具有开展冷喷涂工艺研究和涂层性能表征方法研究的基础,前者的喷涂过程可在真空或气氛保护下进行。冷喷涂实现几十微米的薄涂层有一定难度,且冷喷涂过程中,涂层颗粒高速沉积对约0.6 mm 薄壁锆管变形的影响还有待探究。冷喷涂膜层与基体间为机械结合,结合强度相对较低,可通过热处理来提高膜基结合力。为了获得高质量涂层,冷喷涂对粉末颗粒尺寸和杂质含量有一定要求,这也带来粉末制备工艺研究的问题。目前,国内外MAX 相材料粉末制备工艺较成熟,可尝试采用冷喷涂工艺进行锆合金表面涂层工艺探索。
2.2.3 气相沉积法
材料表面工程制备技术中。气相沉积法分为物理气相沉积(Physical Vapor Deposition-PVD)和化学气相沉积(Chemical Vapor Deposition-CVD)。化学气相沉积过程大多在相对较高的压力和较高的沉积温度(900~1200 ℃)下进行。考虑到涂层制备过程应尽量避免对锆基体组织的影响,沉积温度应尽可能的低。因此,锆合金表面涂层制备工艺可采用沉积温度相对较低的物理气相沉积法。
目前,常用物理气相沉积法主要为磁控溅射和离子镀。磁控溅射的成膜效果好,基体温度低,膜的粘附性强,尤其适用于大面积镀膜。磁控溅射过程中的基体温度是涂层微观结构和性能的一个最重要影响因素,合适的基体温度能提高薄膜的附着力和沉积速度。采用磁控溅射技术制备的膜层质量好,但沉积速率低,膜层相对薄。一般膜层厚度可达几微米,但沉积几微米的涂层耗时长,且膜层残余应力大。采用磁控溅射法进行锆包壳表面涂层制备的可行性还有待进一步探究。
离子镀技术的沉积温度明显下降,这有利于降低或消除涂层与基体间的热应力,改善涂层结合力。电弧离子镀具有沉积涂层质量好、沉积速率高、绕射性强、可以大面积沉积等优点。该工艺的不足是沉积过程易产生喷射颗粒,影响膜层质量,可采用磁场过滤等技术来改善。作为阴极靶材,涂层材料必须具备一定的导电性。MAX 相和金属Cr 材料均具有导电性,将其制成合适的靶材,即可进行锆包壳表面涂层制备。针对锆合金表面涂层研究,电弧离子镀技术是一种有发展前景的涂层制备工艺。
2.3 涂层质量表征
抗高温氧化涂层候选材料,如MAX 相和金属Cr,均具有相对较高的热中子吸收截面。考虑中子经济性,锆包壳表面涂层厚度应设计的尽量薄。在涂层制备工艺研究中,涂层质量表征非常重要。涂层结构和性能表征主要包括化学成分和相结构、微观形貌、显微硬度、涂层厚度和涂层附着力等。
通过比较涂层质量表征结果,优化涂层制备工艺。 一般采用X 射线衍射(XRD)分析涂层的晶体结构、涂层与基体的表面相结构变化等。采用能谱仪(EDS)分析涂层、基体、涂层与基体界面处各元素成分分布,以确定制备工艺对涂层成分、相结构的控制是否满足技术要求。
采用扫描电镜(SEM)观察涂层表面以及界面形貌,包括气孔、表面形貌、组织结构和涂层厚度等,分析涂层分布的均匀性。从涂层断面测量其厚度时,必须防止金相抛光时造成断面试样的倒角。孔隙率是表征涂层密实度的度量,它是影响涂层耐腐蚀性的重要指标。采用硬度仪检测能反映涂层性能的显微硬度。
涂层附着力是评价涂层质量最关键的性能指标,常规检测方法包括压痕法、划痕法和拉伸法等。不论是在反应堆正常运行还是事故条件下,锆包壳管发生环向变形时涂层都应保持其完整性。室温时,针对涂层锆包壳管可采用环向张力及压缩试验来评估涂层与基体间的结合强度。
2.4 涂层锆包壳关键应用性能研究
涂层质量对锆包壳抗腐蚀性能有明显影响。对同一种涂层材料,涂层致密度越好,孔隙率越低,涂层锆包壳的抗腐蚀性能就越好。锆包壳材料在反应堆中会发生蠕变、疲劳和受热冲击等行为,因此,涂层与基体间的结合强度的好坏将直接影响涂层技术是否能够用于锆合金包壳材料研究。
好的涂层质量是为了更好地满足锆合金包壳的应用性能要求。将涂层锆包壳应用性能研究结果及时反馈给涂层制备工艺,以不断优化制备工艺参数,获得高质量表面涂层。考虑涂层质量的影响,有必要对锆合金涂层堆外关键应用性能进行研究,主要关注涂层锆包壳在反应堆运行过程中是否能实现涂层与锆基体间的协调一致性。
2.4.1 高温氧化性能
提高锆包壳抗高温氧化性能是耐事故燃料包壳发展的关键。因此,首先需要研究涂层锆合金的高温氧化性能。采用综合热分析仪进行涂层锆合金的高温氧化性能研究,试验过程通入水蒸气流,温度范围为700~1300 ℃。根据实验结果分析涂层锆合金的氧化动力学曲线,采用显微镜和扫描电镜观察样品表面氧化膜的组织形貌,采用能谱分仪分析氧化膜成分。
2.4.2 腐蚀性能
在反应堆中长期服役的锆包壳材料需要具有良好的耐腐蚀性能。在静态高压釜中进行涂层锆合金的腐蚀试验,其试验结果分析方法同高温氧化性能中所述,主要包括氧化动力学曲线研究和氧化膜表面形貌和成分分析。
2.4.3 热冲击性能
耐事故包壳材料应具有良好的抗热冲击能力,在事故条件下不发生破裂,以避免放射性裂变产物的释放。试验是将样品在高温、高压水蒸气环境中保持一段时间后使其迅速冷却。采用微观显微镜和扫描电镜观察样品表面组织形貌及涂层与基体间的结合情况,分析涂层锆合金的抗热冲击性能。
2.4.4 蠕变性能
与锆基体比较,进行涂层锆合金的蠕变性能研究,分析温度、应力对涂层锆合金耐蠕变性能的影响。试验过程中,观察涂层是否会出现起皮、脱落的现象。采用扫描电镜观察端口组织形貌,分析涂层与基体间的变形协调性。
3 结语
锆合金包壳表面涂层研究作为耐事故燃料发展的一个主要方面,具有制造经济性好,易于实现商业化等优点。目前,国际上锆合金表面涂层技术研究还不成熟,处于不断论证的探索阶段。对已有涂层材料和涂层工艺研究的系统调研,为我国锆合金表面涂层研究工作奠定良好的基础。作为涂层候选材料,Ti-Al-C 系MAX 相材料和金属Cr 应用前景很好。锆合金包壳涂层材料和涂层工艺的选择是一个复杂的过程,需要根据后续涂层关键应用性能研究结果进行反复验证。总而言之,国际上关于锆合金表面涂层技术研究还没有完全成熟,处于多方探索和不断论证阶段,这也为我国锆合金表面涂层技术研究带来了机遇和挑战。