镁合金作为一种轻质金属结构材料,不仅密度小(约1.7 g/cm3),比强度和比刚度高,而且拥有较好的切削性能,对航空、航天、汽车及电子等领域的轻量化设计与制造具有重要意义。然而,镁合金化学性质非常活泼,其标准电位为-2.37 V,比铁、铝、锌及铜等金属的电位都低,在空气中即可氧化并形成稀疏多孔的氧化膜,导致基体的耐腐蚀性较差。由于硬度较低,表面耐磨损性能也较低,因而镁合金表面防护成为其进一步推广应用面临的重要课题。
为提升表面耐蚀耐磨等性能,镁合金应用研究发展了两个方向:一方面是材料制备,可通过合金本身纯净化,改善镁合金微观结构,从而增强耐蚀性;另一方面是合金表面处理,通过合金表面制备涂层,隔绝基体与外部环境,从而提升镁合金表面防腐耐磨等性能。
金属表面防护的常见方法有:化学转化膜、阳极氧化、激光表面处理、微弧氧化、气相沉积和热喷涂等。传统的化学转化膜法是通过金属表层原子与电解液中的粒子发生原子反应,形成具有保护功能的薄膜。阳极氧化方法则是将金属作为阳极,在酸性或碱性溶液中通过电解使金属表面发生氧化。这两种方法所制备的保护层厚度偏薄、脆性大、硬度较低,对金属的防护能力有限,而且由于采用含铬、氟、磷等元素的电解液,对环境造成严重污染。微弧氧化技术是在电解液脉冲电场环境作用下微弧放电,以冶金结合方式在基体表面生成氧化物陶瓷层。该技术对环境无污染,但能耗高(电流密度大于1500 A/m2)且处理效率低下, 例如在电源系统输出电流为l00~300 A 的条件下,一次性处理面积仅为0.05~0.2m2。气相沉积技术是在真空条件下通过物理或化学方法,将固态镀料转化为原子、分子或离子态的气相物质后,再沉积于基体表面形成固体薄膜。该方法的优点是可以大幅减少沉积层中的杂质元素含量,膜与基体结合良好,但同样面临效率低的问题,而且制备的膜层薄,容易发生微孔腐蚀。
表面喷涂是工业应用最广泛的表面防护方法,最显着的特点是实施简单且效率高。热喷涂技术可快速大面积实现镁合金表面涂层保护。然而,热喷涂采用高温热源,涂层材料易发生熔化,对热敏感的基体材料而言,基体组织与力学性能将发生显着变化,而且由于热喷涂层内存在较高的残余拉应力,限制了涂层防护性能的提升。此外,随着近年来激光应用技术的快速发展,激光表面处理技术在材料表面的处理中也引起了较多关注。利用激光束快速、局部地加热工件,可实现局部急热或急冷调控基体表面性能,但相比喷涂技术,其保护涂层厚度和效率尚有较大差距。
冷喷涂是建立在合理利用空气动力学原理基础上的一种新型喷涂技术。该技术以高压气体(He、N2、Ar、空气或它们的混合气体)为载体,通过缩放喷嘴加速,使喷涂颗粒速度达到300~1200 m/s,在固态下高速撞击基体表面,主要依靠大的塑性变形而形成涂层。喷涂材料的粉末粒子在热的非氧化性气流束中加速,气流温度较低,对基体的热影响小,涂层基本无氧化现象且孔隙率低。由于粒子撞击基体时速度高,会产生较大的塑性变形,在涂层内部主要受压应力作用,因此涂层内部以及涂层与基体之间结合紧密,不易开裂。
基于冷喷涂技术以上优点,该技术为镁合金表面防护提供了一种新的可行方法。近年来,相关研究者采用冷喷涂技术在镁合金表面进行涂层制备,并对涂层的耐腐蚀性以及耐磨损性开展了相关探讨。本文就冷喷涂层对镁合金基体的防护研究现状进行了综述,并对冷喷涂防护研究趋势进行了展望。
1 镁合金表面冷喷涂防腐涂层
铝和铝合金密度低、硬度适中、塑性较好,是冷喷涂采用最多的原材料之一,由于在自然环境中氧化形成的氧化膜A12O3 坚硬致密,可有效保护基体,因而被广泛应用于金属表面防腐。大量的研究表明,纯铝或铝合金涂层能够在各种金属基体表面实现保护,并且喷涂沉积工艺参数可在较大范围内调整。对暴露在大气以及海洋环境中的镁合金结构件进行冷喷涂铝金属涂层防护处理,可大幅降低大气腐蚀和海水中电化学腐蚀速率,减少镁合金结构件的损耗。目前,在镁及镁合金基体上冷喷涂铝金属或金属基复合涂层的方法主要分为三种:纯铝涂层、铝合金涂层、陶瓷颗粒增强铝基复合涂层。
1.1 纯铝涂层
已有学者对AZ91D、ZE41A-T5、AZ31B等镁合金表面开展了冷喷涂纯铝涂层防腐蚀研究。其中纯铝在冷喷涂沉积过程中可采用氮气、氦气或者压缩空气作为载气,工作气体的温度可以从室温至350 ℃,工作气体的压力可以从小于1 MPa 到接近5 MPa。
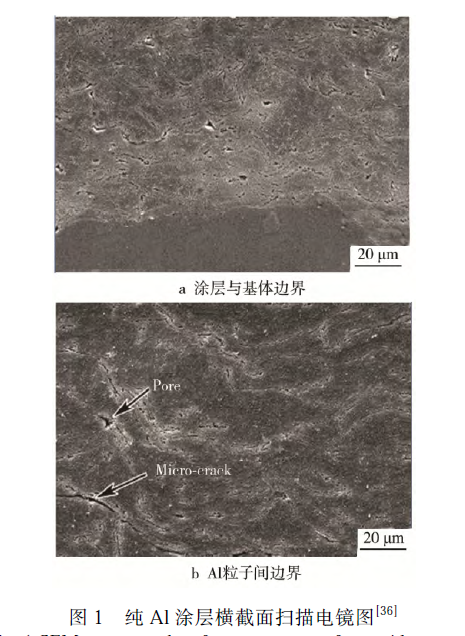
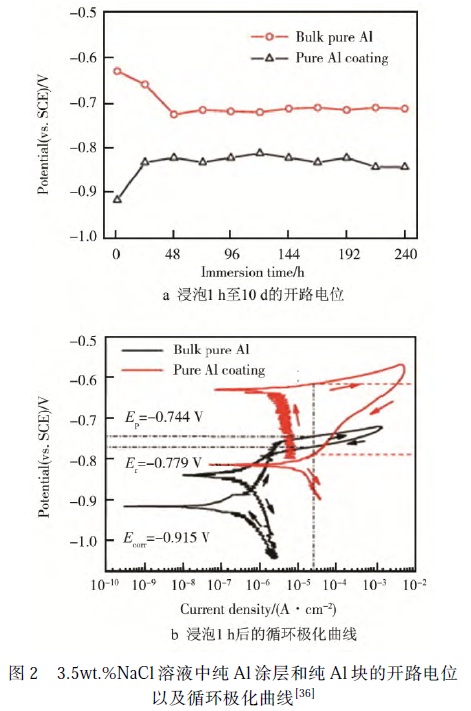
Tao 等人在AZ91D 镁合金基体上制备了纯Al涂层,如图1 所示,涂层无明显裂纹等缺陷,与基体结合良好,但在局部粒子界面处存在少量的微孔和微裂纹。对比纯Al 涂层与纯Al 块的耐蚀性,结果表明纯Al 涂层的Er-Ecorr 值与Epit-Ecorr 值均大于纯Al 块。图2 结果表明,纯Al 涂层抵抗点蚀的水平高于纯Al块,且更容易出现再钝化现象。
此外,有研究表明,冷喷涂所用铝粉的纯度对试样的耐蚀性能存在显着影响。Brian等人以AZ41A-T5 合金为基体,对比了商用纯Al(99.5wt.%)粉末以及高纯Al(99.95wt.%)粉末的冷喷涂层性能,结果发现高纯Al 粉末制备的涂层腐蚀速率远低于普通商用Al 涂层,且腐蚀过程中的高纯Al 涂层的电流密度仅为0.05 mA/cm2。由于杂质的存在,商用纯Al涂层的电流密度与其他铝合金涂层的腐蚀电流密度相当,大约为2.35 mA/cm2。因此,纯Al 的纯度越高,涂层的耐蚀性越好。
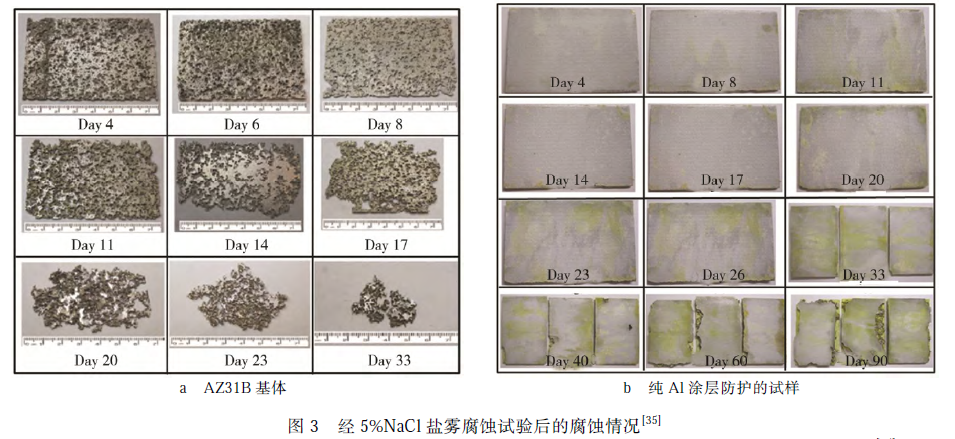
Diab 等人对冷喷涂铝涂层进行盐雾腐蚀研究,图3 为AZ31B 基体与冷喷涂试样在5%NaCl 盐雾腐蚀试验后的结果对比:相比于无Al 涂层保护的试样,冷喷涂纯铝涂层的试样的腐蚀速率大幅降低,而且在33 d 试验期内,Al 涂层可较好地保护镁合金基体。
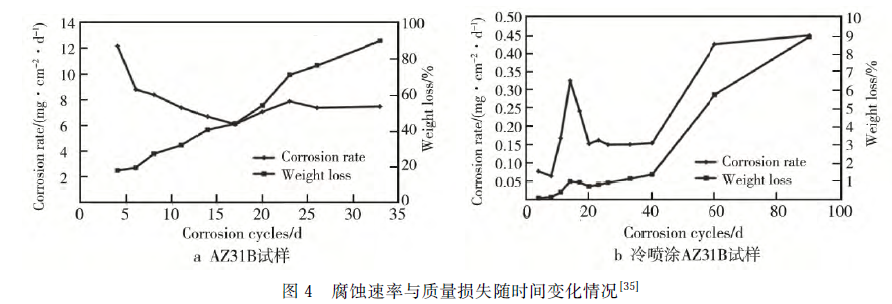
图4 为在腐蚀试验中的镁合金基体与冷喷涂试样的腐蚀速率与平均质量损失情况:40 d 前,冷喷涂试样的质量损失低于1.5%,且腐蚀90 d 后的质量损失仅为9%,远低于镁合金基体的质量损失。
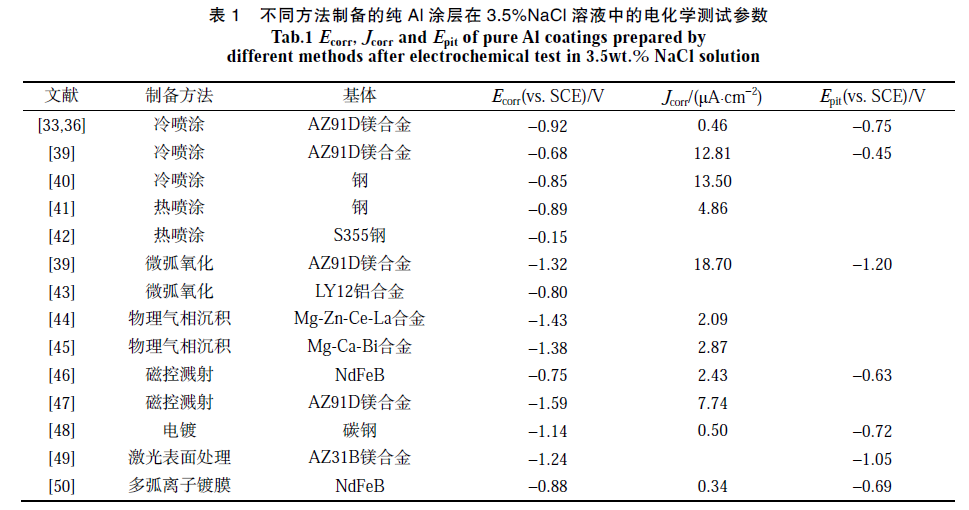
为了对冷喷涂纯铝涂层的耐蚀性进行综合评价,表1 列出了通过不同技术制备的纯Al 涂层的电化学测试结果。表1 的试验结果均为涂层在3.5%NaCl 溶液中的电化学测试结果,尽管部分基体材料并非镁合金,但不影响涂层本身腐蚀性能的对比。从表1 可以看出,冷喷涂、磁控溅射、电弧喷涂以及多弧离子镀得到的纯Al 涂层的腐蚀电位较高,均高于-1 V,其中冷喷涂纯Al 涂层的最高腐蚀电位可达-0.68 V,接近纯铝块的腐蚀电位(-0.63 V)。不难发现,与其他涂层技术相比,冷喷涂层的抗腐蚀性能具有更大优势,这可能与冷喷涂层致密度高且为压应力状态有关,二者共同作用减少了腐蚀通道的形成。
1.2 铝合金涂层
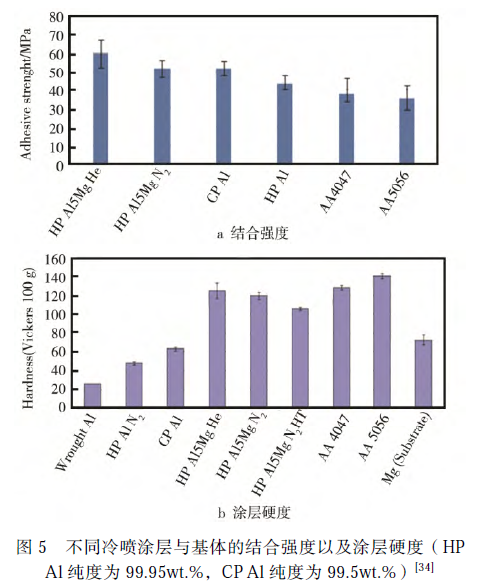
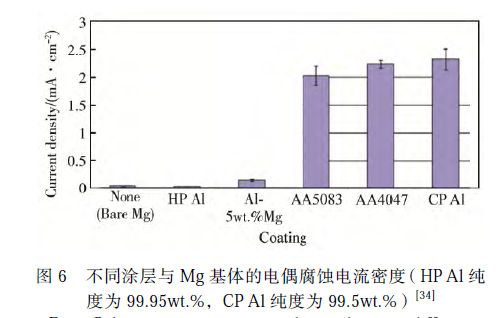
对比镁合金,铝合金也同样具有较好的耐腐蚀性,但目前为止,针对镁合金防腐的冷喷涂铝合金涂层研究不多。Brian 等人利用冷喷涂技术在镁合金表面制备了AA5356、AA4047 和Al-5wt.%Mg 合金涂层,并对比了三种涂层的硬度、涂层与基体的结合强度和在0.6 mol/L NaCl 溶液中的电偶腐蚀特性。结果发现,采用氦气冷喷涂的Al-5wt.%Mg 合金涂层与基体的结合强度最高,达到60 MPa,涂层硬度达到124HV100,与AA4047 和AA5056 铝合金冷喷涂层的硬度接近(图5)。图6 为试样在不同涂层条件下的电偶腐蚀速率。Al-5wt.%Mg 合金涂层-Mg 合金基体的电偶腐蚀速率为0.155 mA/cm2,虽然略高于高纯Al 涂层-Mg 合金基体以及Mg 合金涂层-Mg 合金基体的电偶腐蚀速率,但明显低于商用Al 涂层-Mg 合金基体以及Al 合金涂层-Mg 合金基体的电偶腐蚀速率。
1.3 铝基复合材料涂层
近年来,铝基复合材料因其低密度、高比强度、高比模量以及良好的耐磨损性等优异的综合性能,被誉为未来最具有竞争力的绿色工程材料之一。在制备冷喷涂防腐铝涂层时,引入适量陶瓷颗粒或采取合金化措施制备铝基复合材料涂层,不仅可以保持铝涂层优良的耐腐蚀性,同时还可使涂层具有较高的硬度、强度和耐磨损能力。
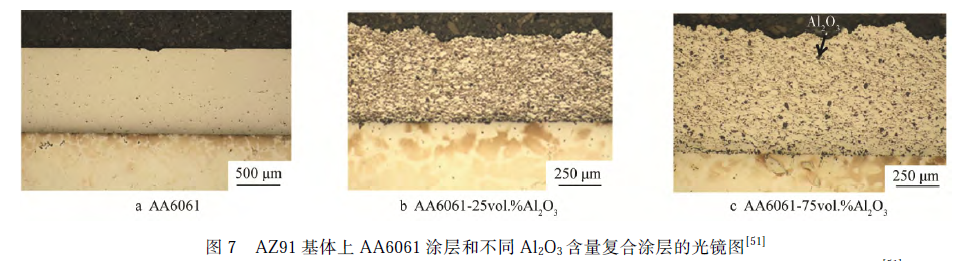
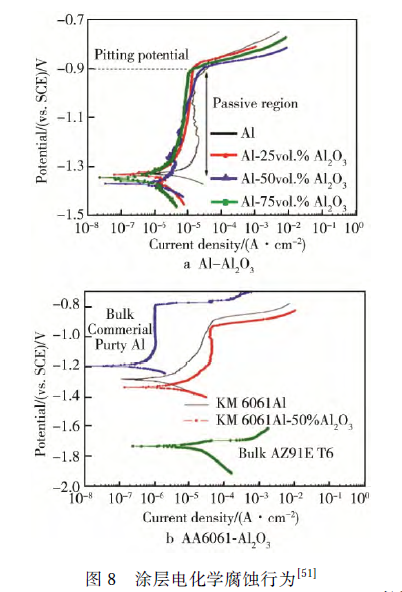
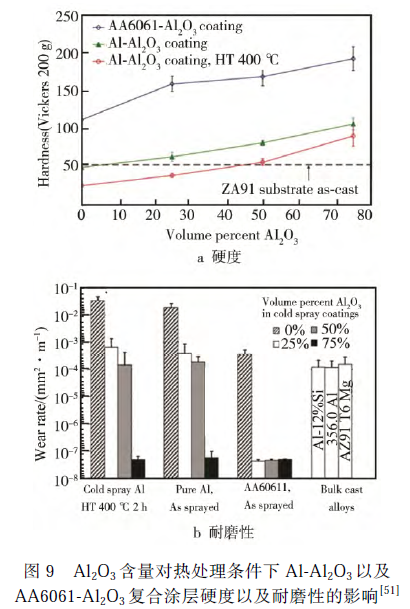
Spencer 等人在AZ91E镁合金基体上制备了不同Al2O3 陶瓷含量的Al-Al2O3 以及AA6061-Al2O3 复合涂层。从图7 可以看出,AA6061 合金粉末冷喷涂层内部含有少量的微孔,当喷涂粉末中添加了Al2O3时,陶瓷颗粒对冷喷涂粒子沉积具有较好的夯实效应,使涂层的孔隙含量明显减少,并且随着Al2O3 颗粒含量的增加,涂层组织的致密度增加。类似夯实效应已被广泛报道。Wang 等人与Kumar 等人在冷喷涂制备AA5056-SiC和Al-SiC 复合涂层中进行了深入分析。Spencer 等人研究陶瓷颗粒含量对复合涂层耐蚀性、摩擦磨损性能以及硬度的影响,发现含有Al2O3 颗粒的复合涂层,其耐蚀性优于AZ91E 合金,但Al2O3 含量对其耐蚀性的影响不大(见图8)。此外,添加Al2O3 颗粒使涂层的硬度以及耐磨损性都有所提高。随着添加Al2O3 陶瓷粉末含量的增加,涂层的硬度升高,磨损速率迅速降低(见图9)。
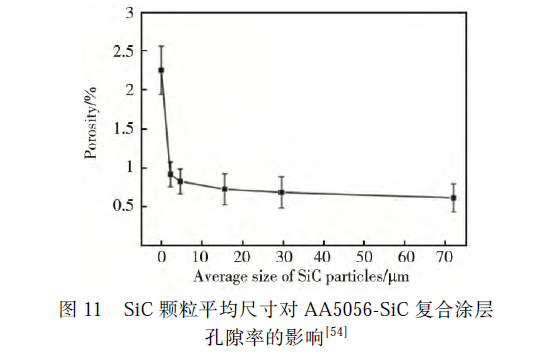
Wang 等人在纯Al 上制备了AA5056-SiC 复合涂层,虽然基体材料不是镁合金,但对镁合金表面冷喷复合涂层防腐具有一定的指导意义。如图10 所示,涂层内部无明显孔洞及裂纹,且与基体结合紧密。由于SiC 对涂层的夯实作用,AA5056-SiC 复合涂层的孔隙率明显下降,从AA5056 涂层孔隙率2.25%下降到0.61%。微观组织分析发现,涂层内部分SiC 颗粒具有明显裂纹,推测原因是硬脆SiC 颗粒在喷涂高速撞击条件下易形成裂纹或发生断裂。由于SiC 粒子沉积时无法发生塑性变形,因此硬质粒子发生碰撞破碎,这也间接反映了颗粒对塑性金属涂层具有强烈的撞击夯实作用。
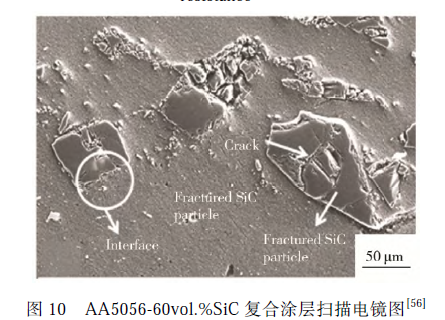
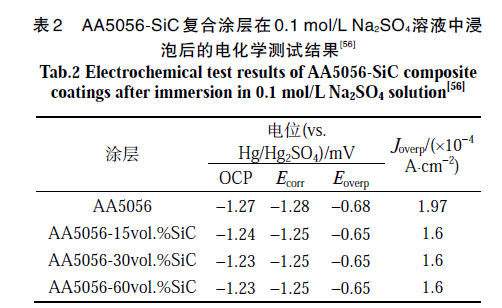
表 2 对比了AA5056 和三种不同SiC 含量的AA5056-SiC 复合涂层在0.1 mol/L Na2SO4 溶液中的电化学测试数据。从表2 可以看出,添加体积分数15%SiC 明显提升了AA5056 涂层的耐蚀性,这与微观组织的致密化具有重要关系。对比还可以发现,当增加涂层中SiC 含量时,复合涂层的耐蚀性变化不大。这是因为三种复合涂层的孔隙率差别较小(0.93%、0.61%、0.85%),且均低于AA5056 涂层的孔隙率(2.25%),较小的孔隙率差异对耐蚀性无明显影响。
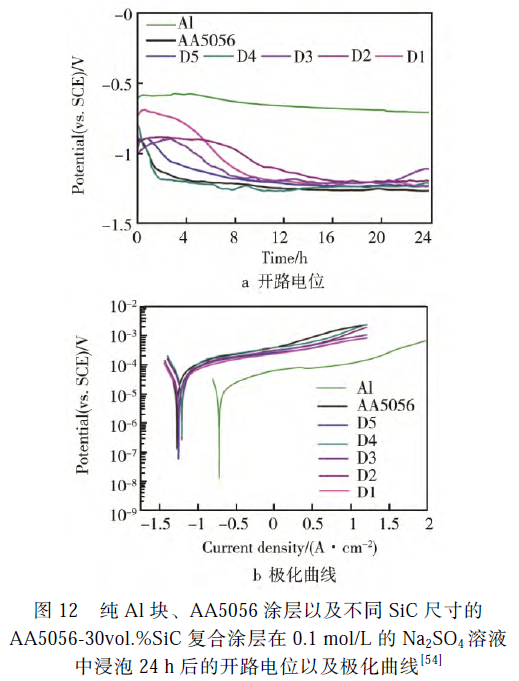
众所周知,在颗粒增强金属基复合涂层的制备中,增强相颗粒的尺寸、含量、形貌等均对涂层组织与性能具有重要影响。Wang 等人[研究了5 种尺寸(2.3、4.7、15.6、29.6、72.8 μm)的SiC 颗粒对冷喷涂AA5056-SiC 复合涂层孔隙率(见图11)和耐蚀性的影响(见图12)。其中D1 代表AA5056 与SiC-2.3μm 混合粉末,D2 代表AA5056 与SiC-4.7 μm 混合粉末,D3 代表AA5056 与SiC-15.6 μm 混合粉末,D4代表AA5056 与SiC-29.6 μm 混合粉末,D5 代表AA5056 与SiC-72.8 μm 混合粉末。随着SiC 颗粒尺寸的增加,SiC 对涂层的夯实效应越明显,且涂层孔隙率不断降低,提高了涂层的耐蚀性。当SiC 尺寸大于 15.6 μm 时,随着尺寸进一步增加,涂层孔隙率下降不明显。因为SiC 尺寸过大时,颗粒碰撞反弹脱落较多,有效沉积的陶瓷颗粒数量不断减少,且AA5056与SiC 的接触面积增加,SiC/AA5056 粒子界面成为弱结合区,两者界面处存在微孔易发生腐蚀。因此对增强颗粒的尺寸必须进行合理优化,才能获得力学和抗腐蚀性能俱佳的涂层。
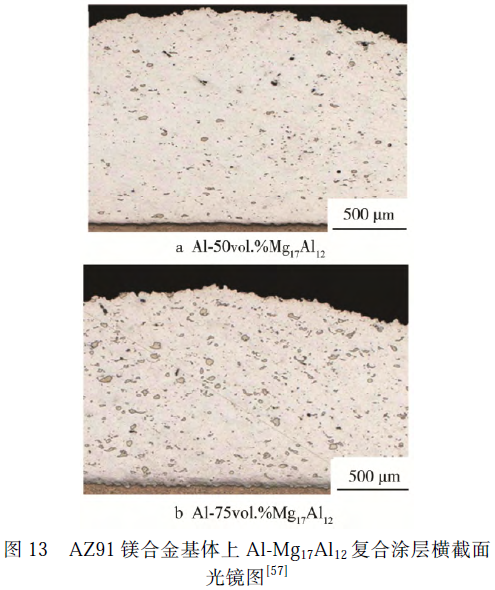
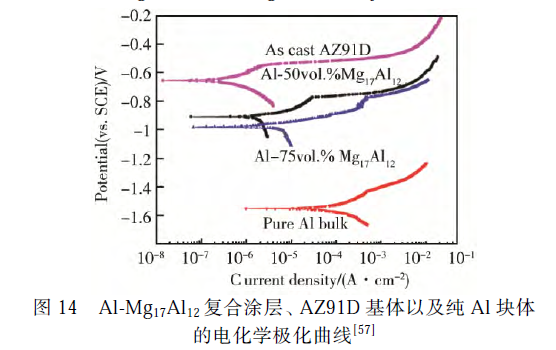
Bu 等人将Mg17Al12 粉末与纯Al 粉末混合,在AZ91D 镁合金基体表面通过冷喷涂技术制备了Al-Mg17Al12 复合涂层(图13)。借助Mg17Al12 颗粒在冷喷涂层沉积过程中的夯实效应,铝基复合涂层的孔隙率低于0.4%,复合涂层/基体的结合强度比纯Al涂层/基体的结合强度提升了2~3 倍。从图14 可以看出,复合涂层的腐蚀电位比AZ91D 基体提高了约0.6V,腐蚀电流密度为3.4?10?6 A/cm2,降低一个数量级。
2 镁合金表面冷喷涂耐磨涂层
在镁合金表面涂层的研究中,耐磨涂层是重要的研究方向之一。在航空、航天以及车辆行动系统的镁合金结构件表面采用冷喷涂防护技术,可大幅度提高结构件的耐磨性,并且与传统的螺栓紧固或镶铸钢质构件方法相比,冷喷涂防护涂层的质轻且涂层不易脱落。目前,研究人员研究了不少合金体系的冷喷涂层,用来提高镁合金表面的耐磨性,如铝基复合涂层、锌铝合金涂层、不锈钢涂层、碳化钨钴涂层及其他合金复合涂层(如铜-钨复合涂层等)。
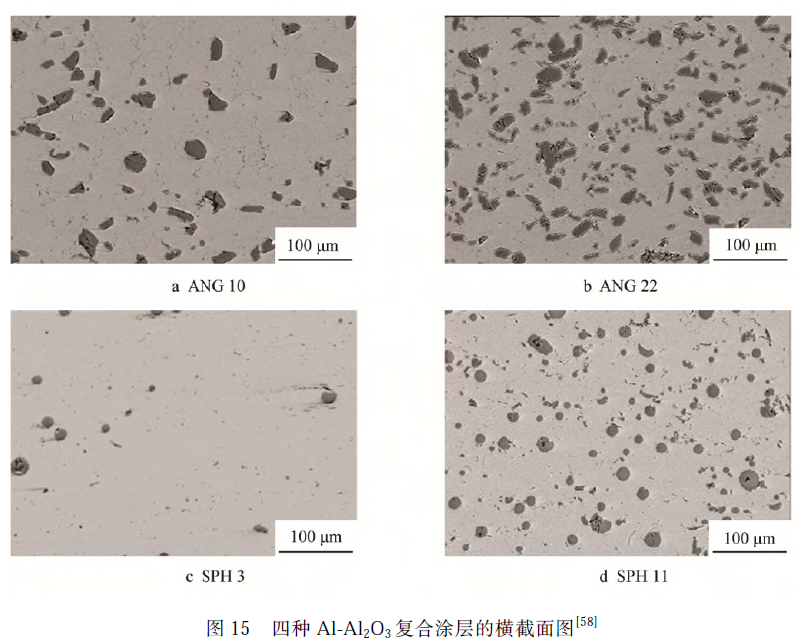
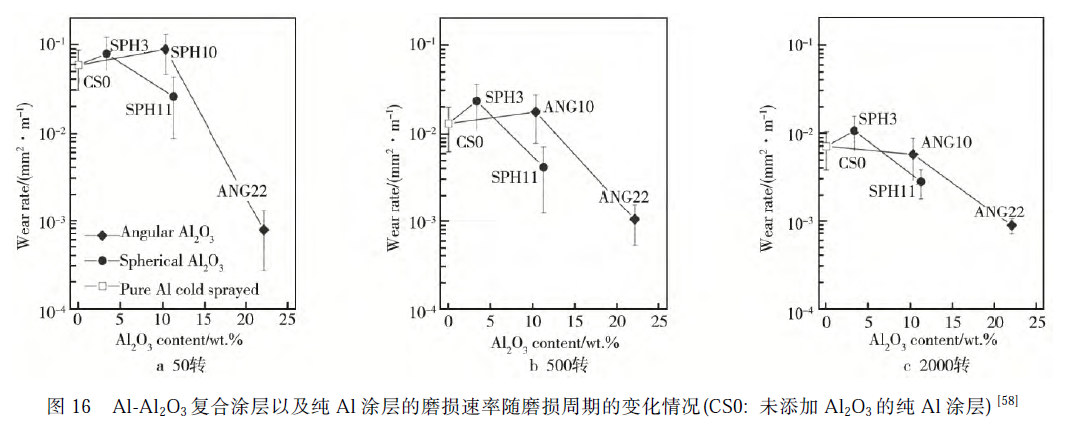
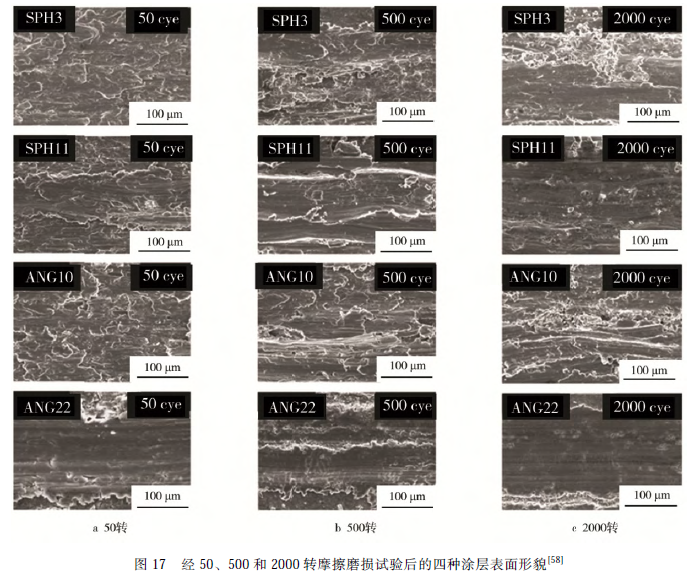
Shockley 等人发现Al-Al2O3 复合涂层中陶瓷颗粒形貌与含量对涂层的耐磨损性有重要影响。研究的四种涂层分别为含有体积分数10%多边形Al2O3 颗粒的涂层(ANG10)、含有22%多边形Al2O3 颗粒的涂层(ANG22)、含有3%球形Al2O3 颗粒的涂层( SPH3) 以及含有11%球形Al2O3 颗粒的涂层(SPH11)。四种涂层内部致密,除断裂的陶瓷颗粒内部存在微裂纹外,涂层内部无明显孔隙(见图15)。研究四种涂层的耐磨性发现,含有22%多边形Al2O3颗粒的复合涂层,其磨损速率最低,且随着磨损时间的增加,磨损速率基本保持不变(图16—17)。
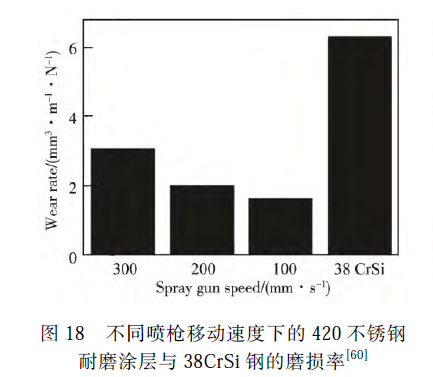
赵慧等人[59]在AK63 镁合金表面制备锌铝合金(ZA20)涂层,涂层与基体结合良好,界面处无裂纹、孔洞和分层等缺陷。研究结果显示,在相同的干摩擦条件下,锌铝合金冷喷涂层的质量损失为镁合金的48%,冷喷涂层的腐蚀电位(-0.26 V)远高于基体镁合金的腐蚀电位(-1.62 V),腐蚀电流比镁合金低2~3 个数量级。戴宇等人发现在AZ80 镁合金表面制备的420 不锈钢涂层具有较好的耐磨性,磨损率为1.641×10-6 mm3/(N.m),比AZ80 镁合金的磨损率(1.321×10-3 mm3/(N.m))降低了3 个数量级(图18)。
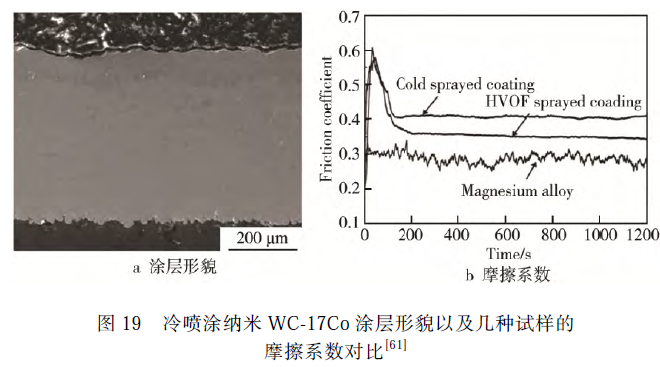
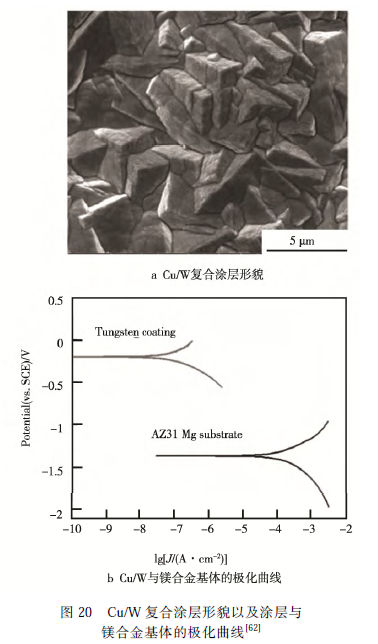
陈杰等 采用冷喷涂和超音速火焰喷涂两种方法,在AZ80 镁合金表面制备了纳米WC-17Co 涂层(图19)。结果表明, 冷喷涂层的磨损率为9.1×10?7 mm3/(N.m),比HVOF 涂层(2.3×10?6 mm3/(N.m))低一个数量级,较镁合金基材(5.5×10-4 mm3/(N.m))降低了3 个数量级。同时,由于冷喷涂层的孔隙率更低,因此涂层的耐蚀性更优,其开路电位(-0.38 V)高于超音速喷涂层(-0.54 V)。贾平平等人采用冷喷涂与化学气相沉积相结合的方法,在镁合金表面制备了Cu/W 复合涂层,磨损后的质量损失从0.032%降到0.020%,腐蚀电位比基体正移了1.3 V(见图20)。
3 热处理对冷喷涂涂层的影响
热处理作为调控涂层综合性能的一种手段,可使涂层内部原子扩散、内应力降低、微观结构改变等,同时可提高涂层的力学性能,如拉伸强度、延伸率、粘结强度等。大量研究表明,热处理可改善涂层的微观结构,降低孔隙率,从而提高涂层的耐腐蚀能力。因此,冷喷涂层的后续热处理受到研究学者的广泛关注。
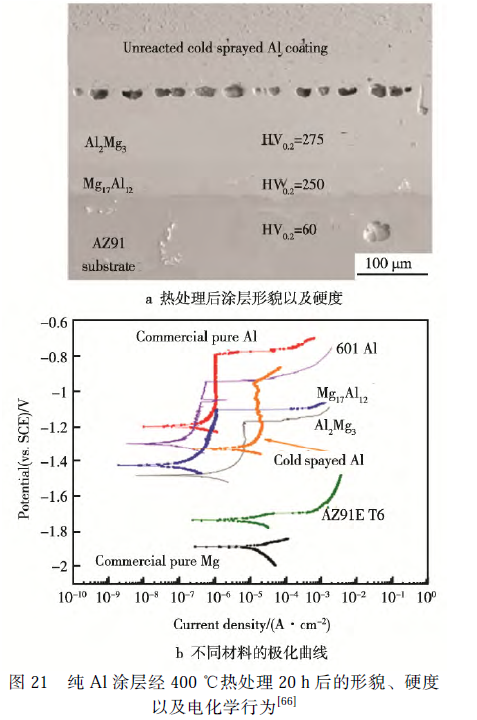
Spencer 等人在AZ91E 镁合金上制备了纯Al涂层,并将涂层在400 ℃下热处理20 h,发现在涂层/基体界面处的组织明显分层,生成Mg17Al12 以及Al3Mg2 两种金属间化合物(见图21a),硬度分别为250HV0.2 和275HV0.2,均远高于镁合金基体的硬度(60HV0.2)。研究表明,Mg17Al12 和Al3Mg2 的耐蚀性优于AZ91E(图21b)。因为Mg17Al12 和Al3Mg2 具有比镁合金更优异的耐腐蚀能力,所以在较高的氯离子浓度中和较宽的pH 值范围内,其均可作为Mg 基体的阳极保护层,阻止Mg 的腐蚀。
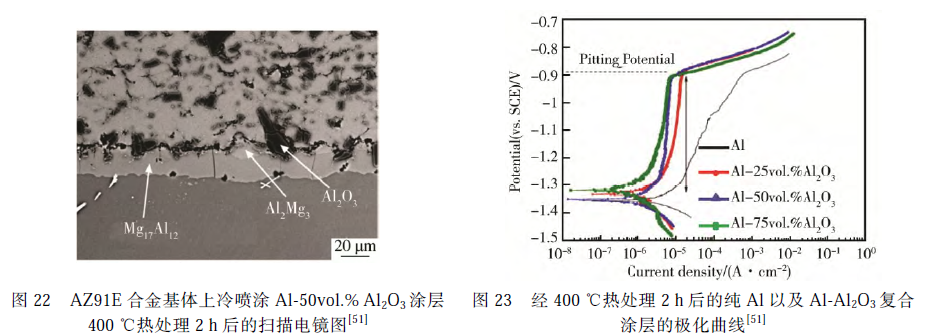
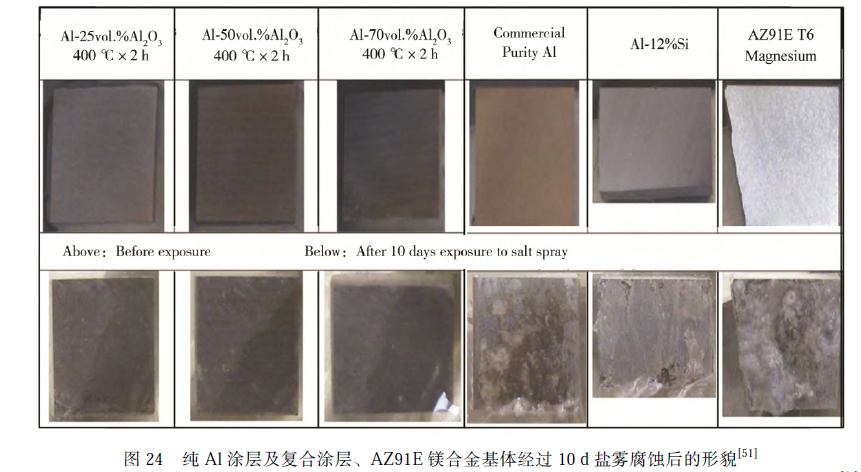
Spencer 等人对Al-Al2O3 复合涂层同样进行了400 ℃热处理,热处理时间为2 h(图22)。涂层/基体界面处主要为Mg17Al12 及少量的Al3Mg2。对比热处理后纯Al 涂层、Al-25%Al2O3、Al-50%Al2O3 和Al-75%Al2O3 复合涂层的极化曲线,发现热处理对涂层电化学行为的影响不大(见图23),但在盐雾环境下,热处理后复合涂层的耐蚀性能明显提高(见图24)。
4 结论与展望
表面腐蚀与磨损是镁合金工程应用必须攻克的关键难题。冷喷涂技术作为一种新兴技术,在镁合金表面防护中已展现出了巨大的潜力。一方面,针对冷喷纯铝、铝合金和铝基复合涂层等涂层的工艺开发、耐腐蚀性均有大量报道;另一方面,针对镁合金表面耐磨涂层制备,冷喷涂也展现了良好的技术可行性,尤其是冷喷涂铝基复合涂层、热处理技术等,可使镁合金表面的耐蚀和耐磨损等性能同时提高,为镁合金提供了重要的防护手段。然而,目前镁合金防护冷喷涂层种类仍较少,涂层脆性、微裂纹和残余应力等关键基础问题仍面临重要挑战。未来构建涂层材料研发与加工成形一体化理念,提出冷喷涂防护技术新思路,将对镁合金表面实现高效高性能防护具有重要意义。