编者按:
本文对等离子喷涂、超音速火焰喷涂和爆炸喷涂这三种主流热喷涂技术制备的铁基非晶涂层的结构和摩擦磨损性能进行对比研究。通过这三种热喷涂技术制备Fe48Mo14Cr15Y2C15B6非晶涂层,且每种热喷涂技术工艺参数都经过数次优化以确保制备出的涂层代表该喷涂设备的最佳水平。检测并表征三种热喷涂技术制备的铁基非晶涂层的表面形貌、截面形貌、XRD图谱、摩擦面形貌和磨损速率。探讨涂层结构和摩擦磨损性能的差异,并系统研究喷涂技术、显微结构和耐磨性能之间的关系,为热喷涂制备铁基非晶涂层的学术研究和工业应用提供基本理论和技术支持。以上工作的作者为中南大学解路,熊翔,王跃明。
1.实验
实验采用的喷涂粉末为Fe48Mo14Cr15Y2C15B6非晶粉末。粉末粒度为50~80μm。图1所示为喷涂粉末的表面形貌和截面形貌。从图中可以看到,喷涂粉末大多数呈球形,且为实心粉末。这种特点会提高粉末的流动性,有利于喷涂的稳定性和涂层均匀性。

图1喷涂粉末的(a)表面和(b)截面SEM形貌
基体选用316L不锈钢,尺寸为120mm×70mm×3mm。喷涂前,对基体进行喷砂处理,以粗化喷涂表面,提高喷涂过程中基体表面与喷涂粒子的结合力。基体表面粗糙度Ra≈4μm等离子喷涂、超音速火焰喷涂和爆炸喷涂优化后的工艺参数如表1、表2和表3所列。
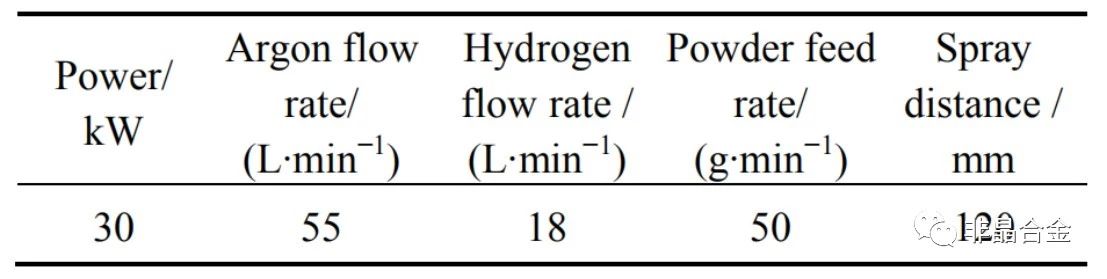
表 1 等离子喷涂工艺参数
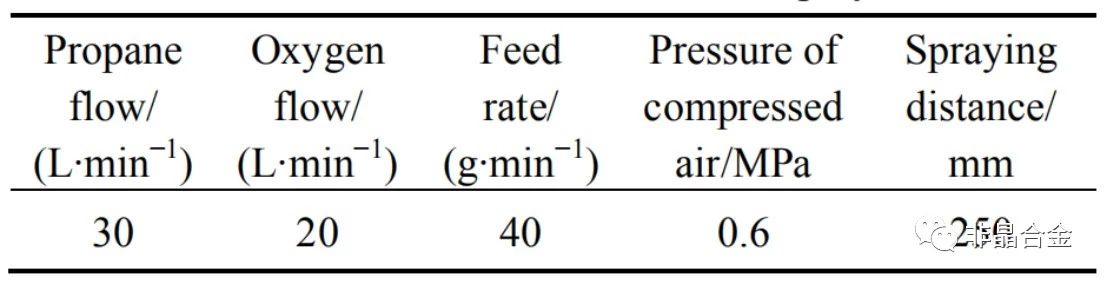
表 2 超音速火焰喷涂工艺参数
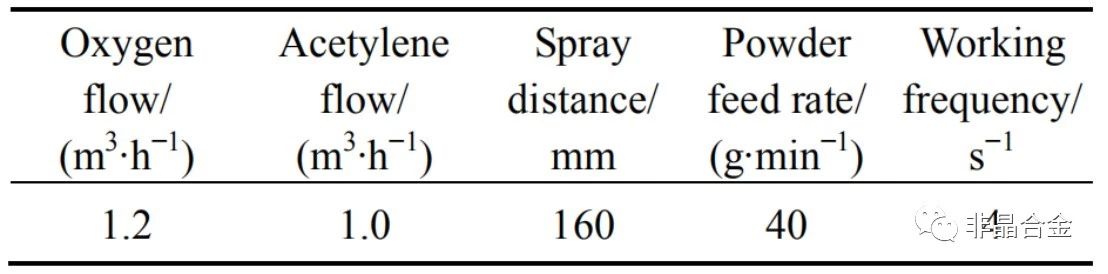
表 3 爆炸喷涂工艺参数
采用扫描电子显微镜观察喷涂粉末和涂层的显微形貌。采用X射线衍射仪检测喷涂粉末和涂层结构,扫描角度为20°~80°。粉末和涂层非晶含量采用软件MDIJADE5.0计算。涂层孔隙率使用软件ImagePro-Plus6.0计算。每次孔隙率的计算都采用该涂层截面在1000倍下的二十张SEM照片作为计算样本。
涂层显微硬度采用Vickers显微硬度计对研磨的涂层截面进行测定。载荷力为300g,加载时间为15s。每个涂层截面打15个点,并计算其平均值作为涂层的显微硬度值。
摩擦磨损性能采用点对盘摩擦实验设备,在室温干摩擦条件下进行测定。对偶件为Al2O3球,直径为9.525mm,硬度为16.5GPa,表面粗糙度为50nm。每次测试都采用新的对偶件。在摩擦实验前,对每个涂层样品都进行研磨和抛光。对偶件滑动总行程为500m,加载力为20N,每个样品都分别采用0.1,0.2和0.3m/s的对偶件滑动速率进行检测。涂层磨损速率Ws使用以下公式计算:

式中:V为损失的磨损体积;D为滑动总行程;L为加载力。摩擦后的表面形貌采用SEM进行观察。
2.结果与讨论
2.1涂层显微结构的对比
图2所示为喷涂粉末和等离子喷涂、超音速火焰喷涂、爆炸喷涂制备出的铁基非晶涂层的XRD图谱。从图中可以看出,所有图谱在2θ为35°到50°之间均存在一个较宽的漫散射峰,即俗称的“馒头峰”,这是非晶结构的经典特征,说明喷涂粉末和所有涂层都拥有非晶结构。喷涂粉末XRD谱呈现完全的漫散射,说明粉末具有非常高的非晶含量,经MDIJade计算,非晶度高达95%以上。但是在几种涂层样品的XRD图谱中,尤其是等离子喷涂涂层,可以观察到少量尖锐的衍射峰,表明涂层产生了部分晶化。通过MDIJade计算,等离子喷涂、超音速火焰喷涂、爆炸喷涂制备的铁基非晶涂层非晶度分别为79.39%,85.26%和88.14%。非晶度的差异可以从三种喷涂技术的特征来解释。等离子喷涂工作温度高达6000~10000℃,远比超音速火焰喷涂和爆炸喷涂的工作温度高。过高的工作温度会导致喷涂粉末撞击基体形成涂层后,仍有大量热量残留在涂层中,使部分涂层晶化。所以等离子喷涂制备的涂层非晶度最低。而爆炸喷涂不同于等离子喷涂和超音速火焰喷涂,它属于脉冲式喷涂,在喷涂过程中,基体不会持续受到热量冲击,因此涂层晶化程度较低,具备最高的非晶度。
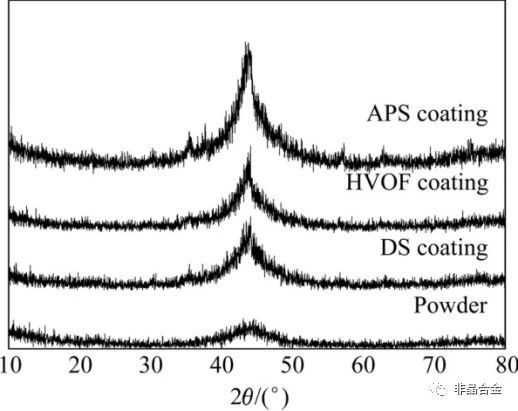
图2喷涂粉末和三种热喷涂制备的铁基非晶涂层的XRD图谱
图3所示为等离子喷涂、超音速火焰喷涂、爆炸喷涂制备的铁基非晶涂层表面形貌。从图中可以看出,喷涂粉末的熔化和铺展程度由高到低排列依次为:爆炸喷涂>超音速火焰喷涂>等离子喷涂。等离子喷涂涂层中可以观察到一些没有熔化完全的粉末和孔洞缝隙。而超音速火焰喷涂和爆炸喷涂涂层中有很多熔化良好、铺展完全的颗粒(箭头标出)。根据这三种热喷涂技术的特点来分析,颗粒熔化状态和铺展程度的不同,应该是由于超音速火焰喷涂和爆炸喷涂给予颗粒的动力比等离子喷涂的大得多,使得颗粒飞行速度更快,到达基体时仍保持熔化良好的状态,并且变形完全,进而铺展程度好。而等离子喷涂虽然工作温度高,但是颗粒飞行速度不及超音速火焰喷涂和爆炸喷涂,导致颗粒在到达基体时,本来熔化的颗粒有部分已经凝固,造成熔化状态不够好,且铺展程度也不够完全。

图 3 不同热喷涂技术制备的铁基非晶涂层表面 SEM 照片
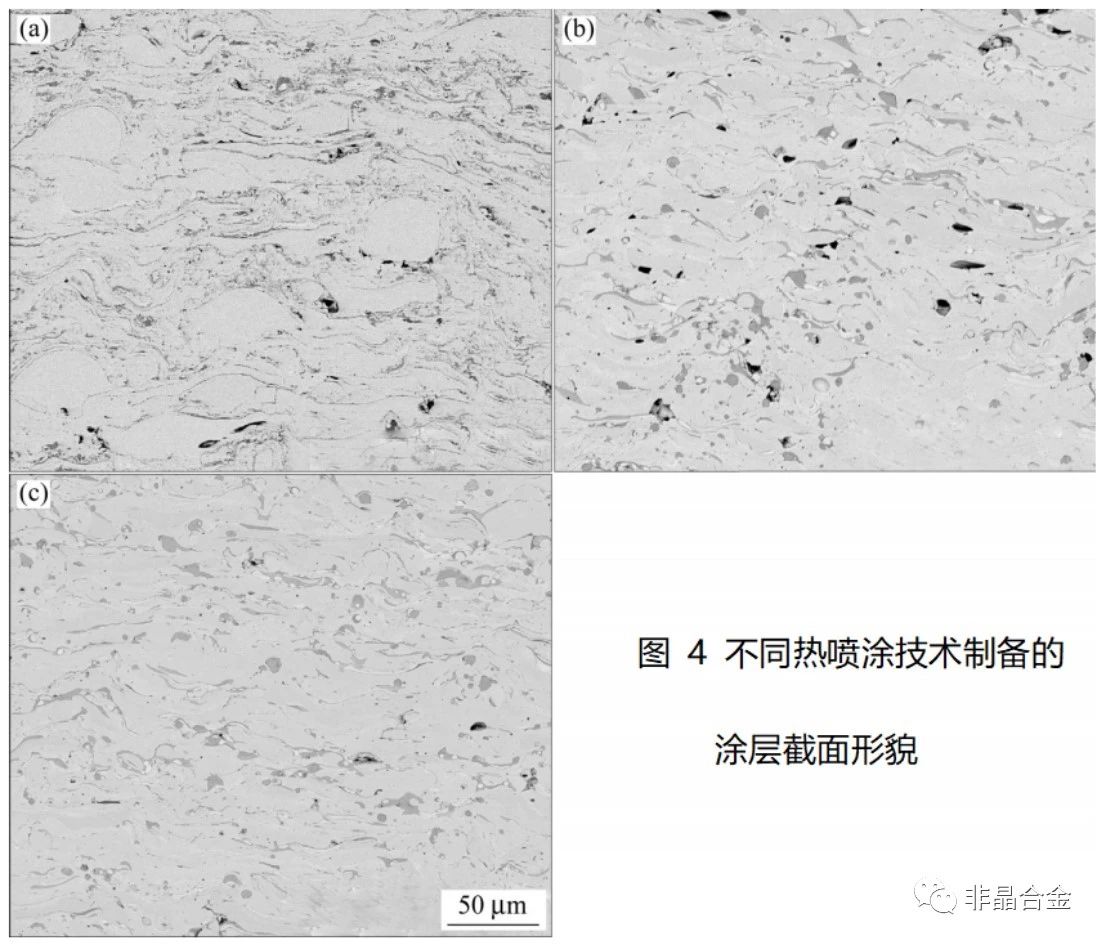
图4所示为等离子喷涂、超音速火焰喷涂、爆炸喷涂涂层的截面形貌。经过软件ImageJ计算这三种涂层的孔隙率,分别为2.5%,1.9%和1.5%。三种涂层均显示出热喷涂涂层经典的层状结构。其中,等离子喷涂涂层中可以看到一些未熔颗粒,以及周围的孔洞和缝隙。而在超音速火焰喷涂涂层和爆炸喷涂涂层中,层状结构较少,而且只有极少数孔洞。尤其是爆炸喷涂涂层,孔隙最少,且很难观察到层状结构。这种截面形貌和内部结构的差异应该归结于喷涂粉末颗粒的熔化和铺展状态。当喷涂粉末颗粒熔化状态良好且在基体表面铺展完全,颗粒之间的大多数孔隙都会被变形的粒子填充。而颗粒的熔化状态和铺展程度主要取决于喷涂工作温度、粒子撞击基体的速度和基体工作温度。众所周知,等离子喷涂工作温度为6000~10000℃,超音速火焰喷涂工作温度大约为2800℃,爆炸喷涂工作温度大约为3000℃。而铁基非晶粉末的熔点低于2000℃。因此,无论采取哪一种热喷涂技术中,大部分喷涂粉末在喷涂火焰中都能完全熔化。然而,离开喷涂火焰范围之后,粉末颗粒会迅速冷却。所以,颗粒越快到达基体,熔化状态将保持的越好。同时,飞行速度越快,撞击基体的动能越大,变形铺展的程度也将越大。因此,颗粒的飞行速度显着影响其到达基体时的熔化状态和铺展程度。超音速火焰喷涂和爆炸喷涂的飞行速度远高于等离子喷涂,意味着超音速火焰喷涂和爆炸喷涂过程中的颗粒撞击基体时的熔化状态和铺展程度比等离子喷涂要好的多,最终形成的涂层孔隙率将明显低于等离子喷涂。涂层的晶化主要是由于基体受热过高,导致涂层内部部分晶化。而三种喷涂技术的基体工作温度由高到低排列依次为:等离子喷涂>超音速火焰喷涂>爆炸喷涂。较低的基体工作温度势必会获得较高的涂层非晶度。因此爆炸喷涂制备的铁基非晶涂层非晶度最高,而等离子喷涂的最低。这个结论与非晶度的计算结果一致。
2.2涂层和不锈钢基体的摩擦磨损性能
图5所示为涂层与基体的摩擦表面形貌。经测试,不锈钢基体、等离子喷涂涂层、超音速火焰喷涂涂层、爆炸喷涂涂层的显微硬度分别为HV0.3505, HV0.3820, HV0.31230和HV0.31265。从图5(a)、(b)中可以看到,摩擦面上有很明显的磨损坑和磨损沟。除此之外,还能观察到很多破碎的颗粒和片层。由此可以推断在摩擦磨损实验中,不锈钢基体遭受了严重的磨损,大量的颗粒和片层从表面剥落,并附着在对偶件表面继续磨损基体。这归因于不锈钢的低硬度,导致表面材料容易摩擦脱落,所以,不锈钢基体的磨损机制为粘着磨和磨粒磨损。在图5(c)、(d)中可以看到一些裂纹、破碎的片层和颗粒分布在摩擦面上,而没有发现沟槽,表明磨损情况比不锈钢基体轻。这归因于非晶涂层具有远高于不锈钢的硬度,可以承受更大的载荷力和摩擦力。等离子喷涂铁基非晶涂层的磨损机制为疲劳磨损且伴随粘着磨损。从图5(e)、(f)、(g)、(h)中可以看到,超音速火焰喷涂和爆炸喷涂制备的非晶涂层磨损情况要比等离子喷涂制备的非晶涂层好得多。摩擦面上没有发现大的颗粒和片层,可以观察到一些结合紧密的片层,甚至在图5(h)中还发现了疲劳磨损机制中才能出现的“河流纹”。因此,超音速火焰喷涂和爆炸喷涂制备的铁基非晶涂层磨损机制均为疲劳磨损。
图6显示了等离子喷涂、超音速火焰喷涂、爆炸喷涂制备的非晶涂层和不锈钢基体的磨损速率随对偶件滑动速率变化的关系。从图6可以看到,涂层与基体的磨损速率均随对偶件滑动速率升高而增加。不锈钢基体的磨损速率远大于非晶涂层的磨损速率,尤其是超音速火焰喷涂和爆炸喷涂涂层,高达上述涂层的四倍以上。其中,爆炸喷涂涂层的磨损速率最低。这个归因于爆炸喷涂最高的涂层硬度和最低的孔隙率,使得涂层在摩擦过程中,不容易被对偶件磨损剥落,且难以在表面形成较深的划痕,最终获得最低的磨损速率。因此,爆炸喷涂制备的铁基非晶涂层具有最强耐磨性能,可以显着提高基体的耐磨性,延长基体的使用寿命。

图 5 不锈钢基体与涂层的摩擦表面 SEM 形貌

图 6 热喷涂铁基非晶涂层与不锈钢基体的磨损速率随对偶件滑动速率的变化关系
3.结论
(1)等离子喷涂、超音速火焰喷涂、爆炸喷涂制备的Fe48Mo14Cr15Y2C15B6非晶涂层非晶含量分别为79.39%,85.26%和88.14%;涂层孔隙率分别为2.5%,1.9%和1.5%。涂层非晶含量最关键的影响因素是喷涂工作温度,孔隙率最关键的影响因素是粒子熔化状态和铺展程度。
(2)不锈钢基体的磨损机制为磨粒磨损和粘着磨损。等离子喷涂铁基非晶涂层磨损机制为疲劳磨损且伴随粘着磨损。而超音速火焰喷涂和爆炸喷涂铁基非晶涂层的磨损机制为典型的疲劳磨损。爆炸喷涂铁基非晶涂层的摩擦面上能观察到“河流纹”。
(3)铁基非晶涂层的耐磨性能强于不锈钢基体。超音速火焰喷涂和爆炸喷涂制备的铁基非晶涂层耐磨性能是不锈钢基体的四倍以上。随对偶件滑动速率升高,非晶涂层与不锈钢的磨损速率均增加。