本文来源如下,由小编译成了中文。

摩擦、刮擦、划伤、凿伤或磨伤等机械损伤
可能的原因:
去除涂层表面的一部分,或在严重的情况下,通过与另一个物体接触来暴露基质,例如用于起重、货物、挡泥板或船舶的接地的金属链。
预防措施:
使用基于特珠树脂和颜料的耐机械损伤的涂料。但在某些情况下,使用耐机械损伤的涂料的效果仍然有限。

涂层与基材间或涂层之间丧失附着力
可能的原因:
表面污染或冷凝。涂层系统之间的不相容。或超过最长覆涂间隔时间。
预防措施:
确保表面清洁、干燥、不受任何污染,并确保表面经过适当的处理。使用正确的涂料体系,并遵循建议的覆涂间隔时间。
3、Alligatoring(Crocodiling)龟裂(鳄纹)
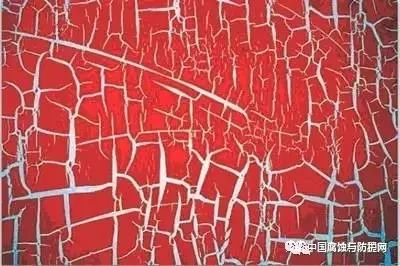
非常大的象鳄鱼皮那样的裂纹,裂纹可能穿透到下涂层或者直至底材
可能的原因:
当涂层的表面比内部收缩更快时产生应力开裂。超高的膜厚和有限的涂料柔韧性。将硬的涂料涂在更软的的涂层上。在下道涂层未干燥前涂上道漆。
预防措施:
使用正确的涂层体系和合适的材料。避免过厚。避免高温环境下施工。
可溶解的着色物质从底层涂料中扩散至涂层表面导致产生不良的变色或染色。在(含)沥青或焦油的涂层表面覆涂时常见(因为沥青或焦油是可溶解的),也会发生在乳胶漆中。
可能的原因:
当强溶剂用于上涂层时,下涂层或其所含成份全部或部分被再溶解而造成。
预防措施:
使用正确的涂层体系和涂料。使用配套性好的涂料。如有可能,使用合适的封闭漆。

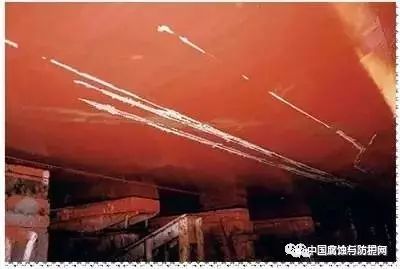
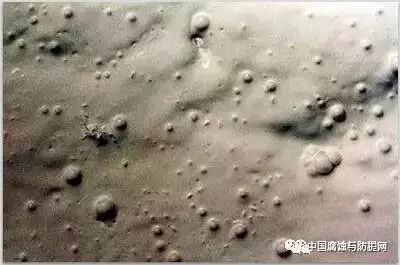
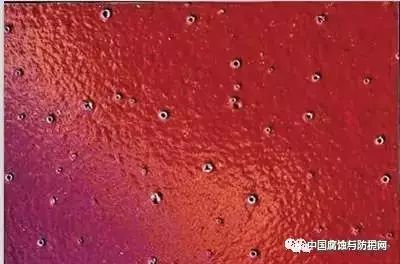
因为局部丧失附着力和从下涂层顶起而形成的圆顶状突起。泡内可能含有液体、蒸汽、气体或晶体
可能的原因:
多种原因和机理会导致起泡。包括与可溶性盐、可溶性颜料、腐蚀产物、残留溶剂和货物溶剂有关的渗透梯度。非渗透水泡与阴极剥离,冷壁效应的热梯度以及压应力有关。
预防措施:
确保正确的表面处理和施工。对可溶性盐进行测试后,采用合适的涂层体系。考虑在特定环境中不同的起泡原因和机理的可能性。
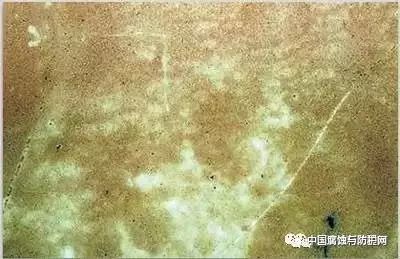
涂膜表面类似葡萄上的花斑样的模糊的沉积。结果导致光泽丧失和颜色发暗。
可能的原因:
涂膜固化期间暴露在冷凝或潮气下,特别是在低温时(胺固化环氧常出现此现象)。不正确的溶剂也可导致该现象。
预防措施:
在正确的环境条件下施工和固化涂层体系,并遵循制造商的建议。

用涂膜覆盖没有填充的间隙(如缝隙或角落)。由此形成的涂膜缺陷可能可能开裂或脱落。
可能的原因:
不正确的施工。高粘度涂料体系。失败的角落和焊缝上的刷涂施工。
预防措施:
在施工整个涂层体系前,填补所有的裂纹和焊缝。对角落和焊接处采用刷涂施工预涂层。
涂膜内的气泡看起来就像小水泡一样。这些可能是完整的或破碎的(留下一个陨石坑)。可以在过厚的涂膜上发现,特别是喷涂或辊涂施工时易发生。这一点不应与“起泡”相混淆
可能的原因:
不正确的施工。高粘度涂料体系。失败的角落和焊缝上的刷涂施工。
预防措施:
在施工整个涂层体系前,填补所有的裂纹和焊缝。对角落和焊接处采用刷涂施工预涂层。
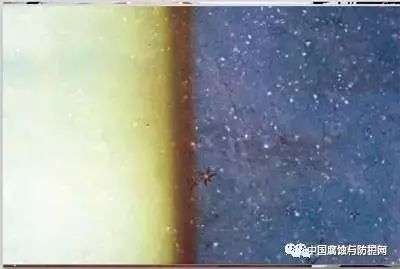
9、Cathodic Disbonding阴极剥离

在配有阴极保护的埋地管道、浸渍环境下钢结构以及船体上,裸钢部位涂层体系出现起泡和脱离现象
可能的原因:
强制电流保护电压过高,牺牲阳极过多,不正确的安装,不良的监测和不合适的涂层体系。
预防措施:
采用经过良好设计的阴极保护系统,定期监测布局良好的参比电极,应用耐碱性能好的涂层体系。

在漆膜表面上的一个易碎的粉状层。也可以看到颜色的变化或褪色。粉化速率与颜料浓度和粘结剂的选择相关。粉化是一种某些涂料(例如环氧漆)已知的特性。
可能的原因:
通常是配方和/或技术问题。随着裂纹的产生和应力的发展导致涂层表面变得脆弱和开裂。有限的涂料柔韧性。
预防措施:
采用正确组成的涂料体系。
涂层体系中面漆上的细小裂纹。有的裂纹非常细小以至于不经放大而看不到。
可能的原因:
通常是配方和/或技术问题。随着裂纹的产生和应力的发展导致涂层表面变得脆弱和开裂。有限的涂料柔韧性。
预防措施:
采用正确组成的涂料体系。
涂料施工后,湿膜在流平过程中出现回缩,并暴露出下面的基材。油漆无法润湿基材。可以很大。
可能的原因:
表面被冷凝或外来秀质(如油、脂或有机硅类)污染。当使用不正确的溶剂混合时也会发生。
预防措施:
涂装施工前确保表面清洁,不受油、脂及外来物质污染。
对某些高分子量聚合物溶液进行喷涂层,喷出的是可能是细绪维而不是细小的雾化颗粒。如当采用传统空气喷涂施工氯化橡胶涂料时。
可能的原因:
聚合物溶液粘度太高。常发生在氯化橡胶漆上。
预防措施:
降低喷涂粘度。选用更合适的溶剂。改变喷涂条件。

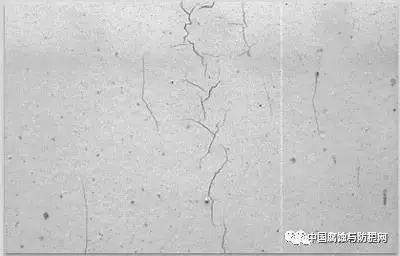
干漆膜通过至少一层涂层的分离,形成可见的裂缝,可以穿透到基片。开裂有多种形式,从细裂到严重开裂
可能的原因:
开裂通常是与应力相关的缺陷,可归因于表面运动、老化、吸收和解吸水分,以及涂层缺乏弹性。越厚的漆膜越高,开裂的可能性越大。
预防措施:
使用正确的涂层体系、施工技术和干膜厚度。或者,采用柔韧性好的涂层体系。
在漆膜上形成的碗状凹陷。不要与cissing缩孔相混淆。
可能的原因:
涂料干燥过程中,内含空气或溶剂的气泡爆裂,留下小的陨石坑。涂层没有足够的时间流平形成均匀的薄膜。
预防措施:
改善喷涂技术,涂装雾喷层,在搅拌过程中避免空气进入。根据涂料制造商的建议添加稀释剂。

与checking细裂相似。但裂缝通常更宽,穿透涂膜更深。
可能的原因:
施工温度太低,与前涂层不配套,老化或高膜厚。
预防措施:
施工薄涂层,加慢干溶剂,检查涂料体系施工和干燥条件是否正确,采用正确的涂料体系,检查配套性。

在漆膜上形成一种类似于乌鸦的脚印的小皱纹。
可能的原因:
通常是因为表面干燥太快而形成了一层皮肤,而溶剂慢慢从下层挥发而形成皱纹。
预防措施:
施工薄涂层,加慢干溶剂,检查涂料体系施工和干燥条件是否正确。

涂层之间丧失附着力
可能的原因:
若涂层材料的配套性没问题,层间脱离这种缺陷一般与表面处理不良和施工不当有关。如涂层间的污染物,超过覆涂间隔时间,施工于有光泽的表面。
预防措施:
确保层间没有污染物,遵循建议的覆涂间隔时间。对有光泽表面进行打磨的清洁。
当暴露于阳光/大气下时,涂料颜色的变化或逐渐减少。可能伴随着光泽度的丧失。在某些情况下,它可能类似于chalking粉化,但没有粉状表面。褪色倾向于在有水分的情况下加速。
可能的原因:
不正确的颜料,使用了不稳定的有机颜料,大气污染,多孔基材。
预防措施:
采用耐紫外线和抗褪色的涂成体系,使用光稳定性好的涂料颜料。
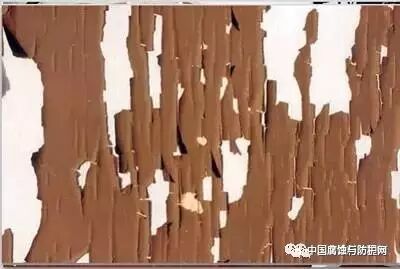
一种附着失效的形式。涂膜从基材上片状脱落。常见于木质和镀锌底材上。
可能的原因:
用了不正确的涂料体系。对特定底材(如有色金属或镀锌件)不进行预处理或者是不正确的预处理。太差的施工技术。也可能归因于涂料和底材的膨胀和收缩率差异(如木材)。也可能是涂料体系自然老化的结果。
预防措施:
使用正确的涂料体系和表面预处理方法

由于涂料的遮盖力不足,其下涂层的表面仍然可见。这有时被称为“grinning-through遮盖不足”。当深色漆涂在浅色漆上时经常可见。
可能的原因:
面漆太薄。面漆的不透明度和遮盖力不足。下涂层颜色太强。
预防措施:
每道施工合适的干膜厚度。采用不透明性佳的涂料。

漆膜的变色、剥离和/或起泡,以及一般的漆膜退化。
可能的原因:
因为背面燃烧、焊接而致的高温效应。
预防措施:
确保所有的焊接和燃烧都在涂漆之前完成。

从撞击点引发的裂缝。
可能的原因:
对相对脆弱的涂层造成的冲击损伤。经常出现在玻璃纤维增强塑料上。也发生在钢因撞击而变形的时候。
预防措施:
避免冲击损伤。
24 Intercoat Contamination层间污染

可能的原因:
污染可能是由于不充分的冲洗,盐来源车间底漆的老化或附近操作中的沉积。
预防措施:
涂装前要仔细检查和测试表面,如有需要,用清水冲洗。

干漆膜表面看起来呈干燥的泥巴样。裂缝呈现网格状,有可变化的大小和数量。
可能的原因:
一般情况下,诸如无机富锌底漆或水性漆这类颜料量大的底漆易出现。超厚的涂层体系好会发生。
预防措施:
仅施工推荐的涂层厚度(不要超厚)。采用适合该涂料的推荐的施工技术。

一种均匀的,有麻点的外观,特别是喷涂的涂层,漆膜的表面就像一个桔子皮。
可能的原因:
漆膜不流平。通常由不良的施工技术,不正确的溶剂混合,或过高的触变性引起。
预防措施:
采用正确的施工技术和合适配方的涂料产品。

类似于Faking片落/脱落,尽管剥落更会发生于软的、新鲜的涂层,因为附着力已丧失,能象一张皮一样从底材或下涂层上撕脱下来。
可能的原因:
剥落是因为涂层的污染或涂料不配套而使漆膜的粘结强度降低。
预防措施:
采用正确的涂料体系施工于清洁而未受污染的表面上。

湿漆膜在施工和干燥过程中,因为含空气或气体的气泡破裂后在涂膜凝固之前没有流平而形成的微小孔隙。
可能的原因:
涂膜中的溶剂或气体滞留。涂于如富锌底漆、硅酸锌、热喷涂金属涂层等多孔底材上的常见问题。针孔也可能是由于不正确的施工方法或不正确造成的溶剂混合造成。
预防措施:
采用正确的施工技术施工正确的产品。正确的溶剂混合物和环境条件。检查喷咀
至表面距离。应用雾喷工艺。
在油漆表面产生的波纹效应。
可能的原因:
大风吹过潮湿的油漆表面会引起波纹。当这种情况发生在下部时,波纹就会象小型钟乳石样象垂下来。也可能是由于施工技术不佳造成的。
预防措施:
在不利条件下不涂漆。使用正确的施工设备和工艺。

一层油漆的一种狭窄的向下运动,经常从大量的油漆的堆积中明显地出现,如裂缝和洞,在周围的表面已经凝固后,油漆继续流动。
可能的原因:
过度使用油漆,过度使用稀释剂,不正确(或缺乏)的固化剂,或施工工艺差。
预防措施:
采用正确的施工技术和推荐的干膜厚度。

出现在涂膜表面的细小锈点,通常是的薄的底漆上。锈点很快在表面蔓延开来,造成锈成片而难以辨别单个锈点。也可能因为漏涂点造成。
可能的原因:
低膜厚,通常粗糙度又太高。
预防措施:
确保底漆施工能够遮盖表面粗糙度的合适膜厚,检查表面粗糙度是否太高。

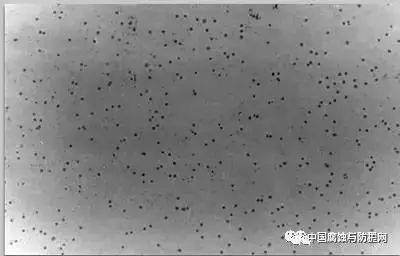
出现在涂膜表面的一个个锈点。通常开始单个出现,但很快密集度增加。
可能的原因:
低膜厚(很象Rust Rashing的产生原因)。孔洞和漏涂点(很象Rust Rashing的产生原因)。但也可能因钢结构表面缺陷(如叠片和夹杂物)而造成。太高的表面粗糙度导致峰顶未被涂膜覆盖并引起锈蚀。也可能是因为涂膜中的金属污染,比如磨料等。
预防措施:
确保底漆施工能够遮盖表面粗糙度的合适膜厚。采用厚的涂层和低的表面粗糙度。防止涂层受到粉尘等污染。

从裸露钢材锈蚀产生的金属氧化物引起的涂层表面着色。
可能的原因:
锈蚀的表面产生的锈水污染到了涂层表面。锈痕发生时,锈污染了水并流到了其它部位。通常主要是难看而不是一种涂层缺陷。涂层本身没有缺陷,只是被染色了。
预防措施:
确保良好的设计和足够的涂层维护保养。

凹陷是由一层涂料的向下运动引起的,它在应用后不久出现。导致了有一个较厚的下边缘的不均匀的区域。它们通常在垂直表面的局部区域很明显,在严重的情况下,可能被称为帘挂。
可能的原因:
涂料过度施工。稀释剂过度使用。不正确(或缺少)固化剂。差的施工工艺。在极端情况下,可能是涂料配方问题。
预防措施:
采用正确的施工技术,施工合适配方的产品。

由基料和颜料组成的固体成份在包装容器内沉淀的现象。混合后或施工中发生的沉降能导致不同部位的涂膜性能不同和颜色不同。
可能的原因:
旧的库存货。含重颜料的涂料。不正确的涂料配方。锌粉底漆可能存在此问题。
预防措施:
使用在贮存有效期内的产品。采用正确的混合过程。在喷涂时将油漆混合和搅拌。

在容器内的油漆表面形成一层皮。
可能的原因:
缺乏防剥皮剂。使用不密闭容器。热的贮存条件。经常出现在部分使用过的罐子里。
预防措施:
使用防结皮剂,按照规定的环境条件贮存。
37 Solvent Lifting溶剂咬起/咬底

漆膜表面隆起,起皱和起泡。导致表面和最终涂层破裂。
可能的原因:
采用了不合适的涂料体系。上层涂料含能够和前道弱溶剂涂料反应的强溶剂。在前涂层未充分固化前覆涂。
预防措施:
采用正确的涂料配套、覆涂时间和材料。进行相容性试验。

表面在施工后很快出现的溶剂泡
可能的原因:
不正确的溶剂混合。多孔表面。不正确的环境条件或表面温度高。
预防措施:
采用正确的涂料配套和材料。确保正确的施工技术和环境条件。

涂层体系的变色
可能的原因:
涂层接触到的固体或液体导致变色或染色。
预防措施:
避免接触导致变色/染色的固体或液体。或使用深色涂层使变色看不出来。

涂层出现的可见裂缝,可深达至底材。
可能的原因:
应力开裂可以归因于表面运动、老化、吸水和脱水、热循环以及涂层柔韧性的缺乏。漆膜越厚,开裂可能发生的可能性越大。经常出现在焊缝周围和转角处。
预防措施:
采用正确的涂料体系、施工技术和干膜厚度。或使用柔韧性更好的涂料体系。

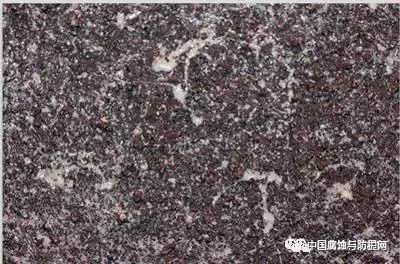
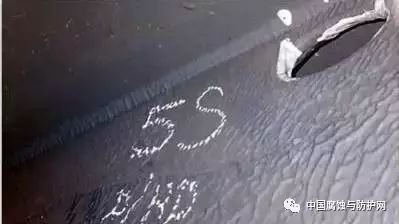
漆膜下的可见腐蚀,常被称为Creep。腐蚀在漆膜下传播,并将涂层从基材上顶起。严重时导致起泡、剥落、裂缝和可见的锈蚀。
可能的原因:
施工在已腐蚀的底材上。机械损伤或底漆缺失导致锈蚀蔓延。可在那些难以充分表面处理和施工涂料的差的设计和困难部位发现。也可能是因为缺乏维修。
预防措施:
采用正确的施工技术和维修程序。采用好底漆。

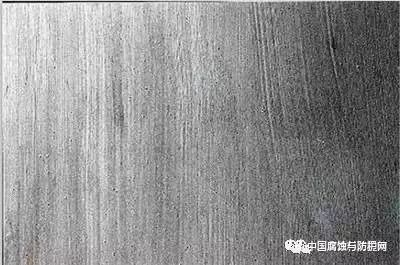
涂膜干燥过程中表面产生皱纹。
可能的原因:
起皱常见于溶剂型油漆。可因前道涂层未充分固化前覆涂而产生。涂膜超厚。特别是醇酸涂料。
预防措施:
采用正确的涂层配套和涂料。按涂料制造商的建议确保充分的混合、应用和固化。
参考资料

(文章来源:工业涂料工程师 )
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注国家材料腐蚀与防护科学数据中心http://www.ecorr.org
责任编辑:王元
《国家材料腐蚀与防护科学数据中心电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
国家材料腐蚀与防护科学数据中心官方 QQ群:140808414