燃气轮机热部件防护涂层
2020-08-12 16:31:15
作者:黄新春 来源:热喷涂与再制造

概述
现代燃气轮机为了获得较高的效率而采用较高的涡轮进口温度,热端部件因此需要承受氧化腐蚀及高速气流的冲刷,抵抗高温蠕变和热机械疲劳长期工作而不致失效。
对于现代燃气轮机,空气和燃料中常含有硫、钠盐等腐蚀性成分,工作在这样恶劣的环境下,金属会很快失效。
对热端部件进行涂层可以降低其表面温度,并有效地抵抗氧化和腐蚀。
在海边附近长期工作的燃气轮机叶片
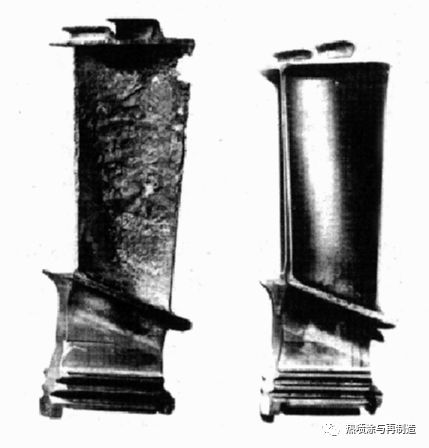
左:没有涂层 右:NiAl涂层

叶片温度承受能力

三种防护涂层以及它们的寿命和耐受温度
各种燃气轮机涡轮叶片及涂层材料
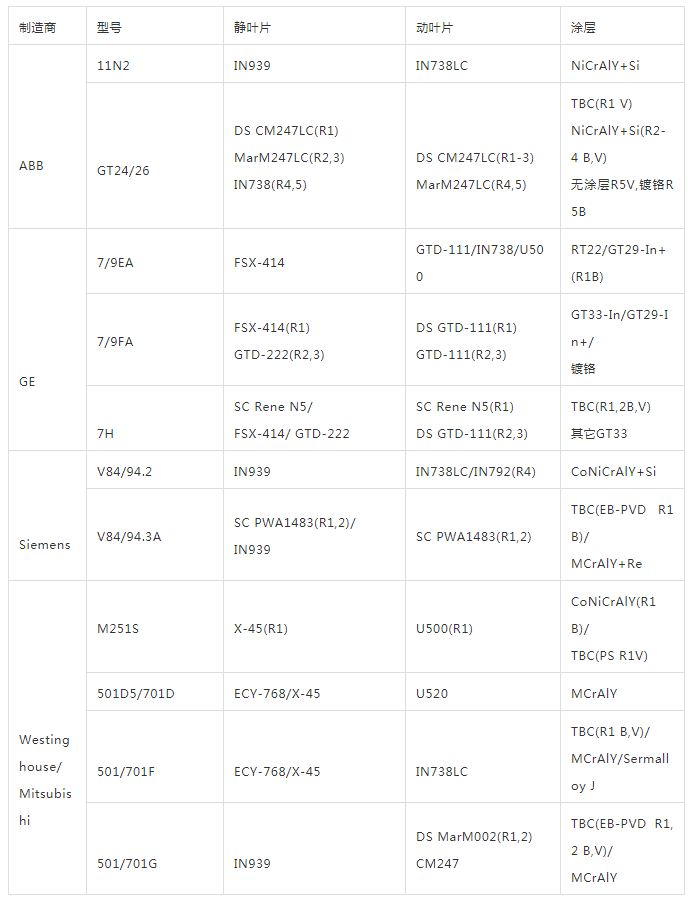
注:R1,R2分别指第1级和第2级,一次类推;B和V分别指动叶片和静叶片;
DS和SC分别指定向柱晶和单晶;PS指等离子喷涂;EB-PVD指电子束物理气相沉积。
涂层工艺
等离子喷涂
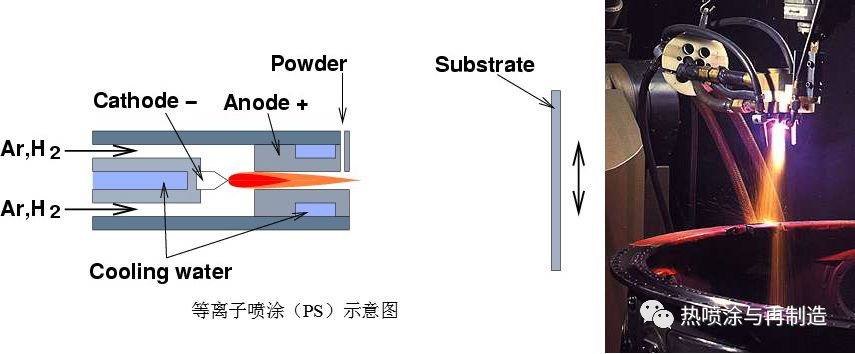
阳极与阴极间产生高温的等离子弧,使得送进的涂层材料
粉末熔化并高速地飞向待涂层基体的表面,从而凝聚形成涂层
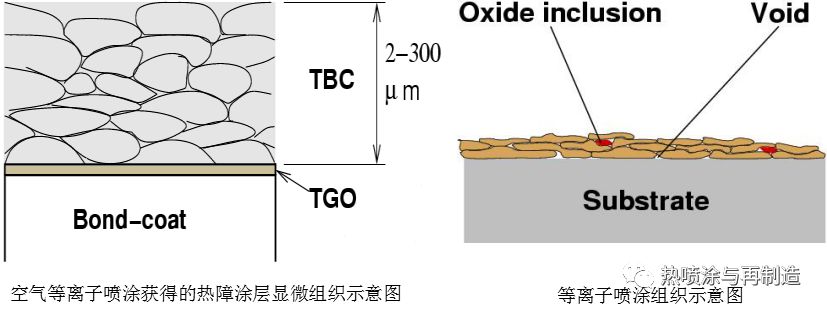
等离子弧的温度很高,涂层粉末完全熔化,粉末成分通常和涂层成分一致
涂层有氧化夹杂和孔洞,且残余应力水平较高,需要热处理
等离子喷涂分类

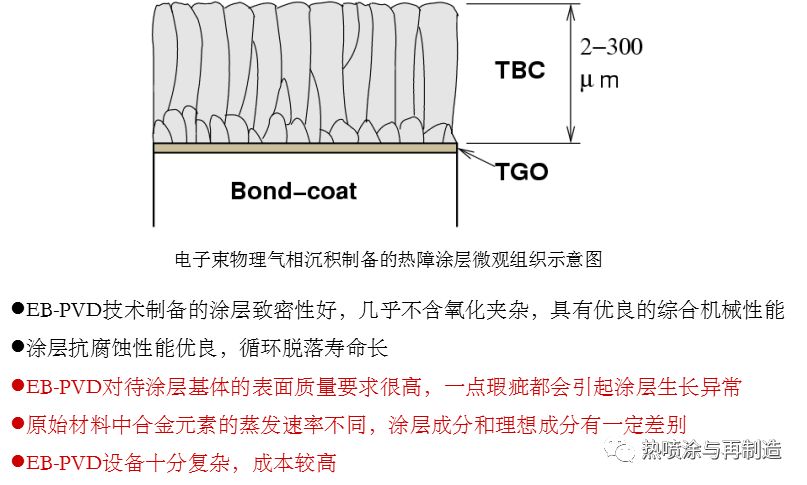
电子束物理气相沉积

涂层类型
热障涂层

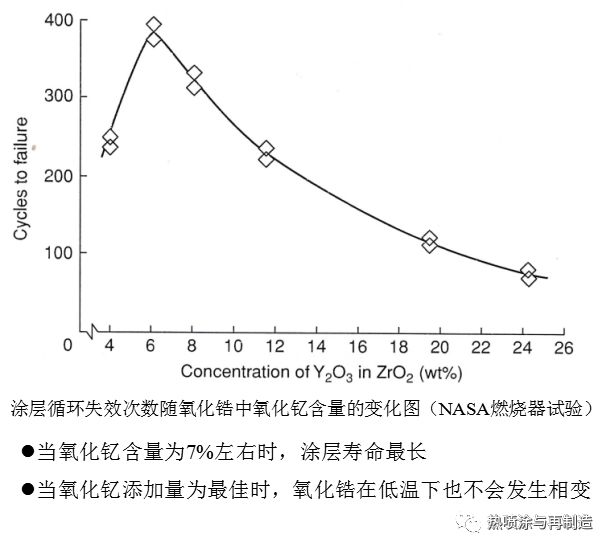
热障涂层材料的选择

稳定剂的添加量
包覆涂层
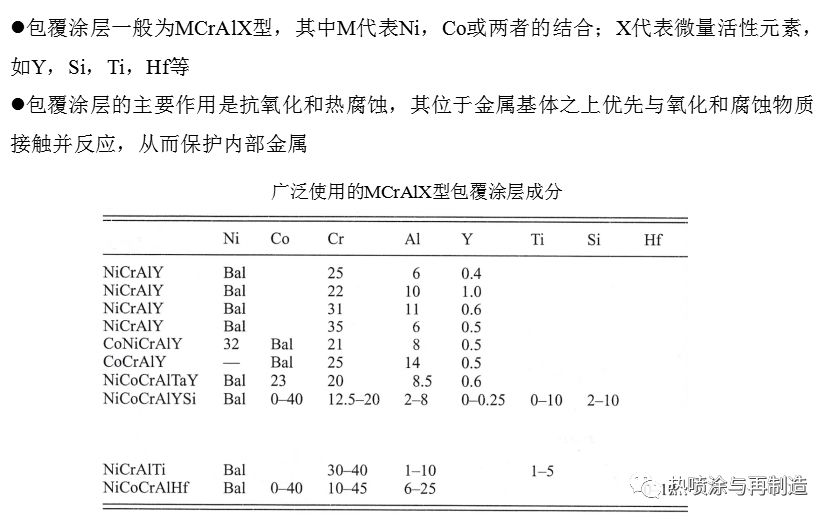
包覆涂层中合金元素的作用

热障涂层系统的失效及应对
在高速气体冲刷,氧化,腐蚀以及燃气轮机停机,变工况等条件下,热障涂层系统将会失效而剥落,这通常是由粘接层和顶部陶瓷层在界面处分层引起的。

涟钢M251S大修换下一级静叶热障涂层的失效

EB-PVD法制备热障涂层系统中热生长氧化物的生长动力学
TGO层的厚度随着时间的增加呈抛物线式增长,表明它的形成受扩散控制
有资料表明,当TGO层的厚度达到10μm时,涂层将失效,因此,TBC系统的寿命与TGO层的厚度密切相关
粘接层中的Al随着时间的增加而逐渐减少,这是因为
形成富含氧化铝的TGO层;
和金属基体进行互扩散,Al逐渐进入基体;
以上削弱了包覆涂层的氧化保护作用,加速了TBC涂层的失效
对于EB-PVD技术,随着时间的增长,TGO层加厚,并由开始的光滑逐渐变成起伏状
对于PS技术,开始时TGO层就较为粗糙,然而在随后的服役直至失效不再发生明显的粗化

五种TBC系统的循环剥离寿命
总的来说,EB-PVD法制备的顶部陶瓷涂层比PS法的寿命更长,这是因为其顶部陶瓷涂层中存在微裂纹而使得它具有较大的应变极限
粘接层的工艺对TBC系统的寿命影响不大
在TGO层与顶部陶瓷层界面处存在很多缺陷,而分散的初期裂纹在缺陷处形成,这些裂纹生长并连接
当裂纹生长到一定尺寸而使TGO层发生弯曲时,涂层即发生失效(在冷却时TGO内部产生较大的压应力)应尽量避免负荷和燃料热值的快速变化
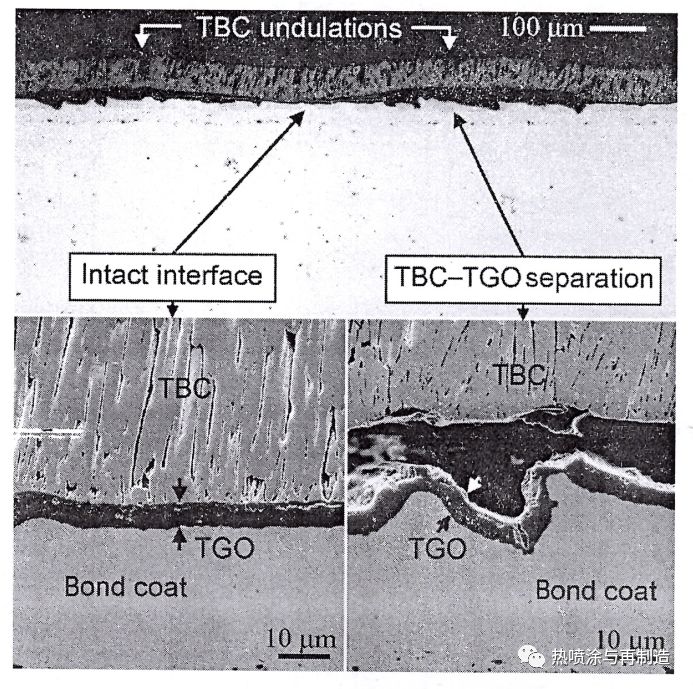
经过一定循环次数后,TGO层发生弯曲并与顶部陶瓷层分离
空气和燃料中通常含有Ca,Mg,Al,Si等,它们的氧化物会沉积在热障涂层的表面,导致其部分熔解,从而使涂层的应变极限降低,硬度升高而加速其失效
随着时间的增加,燃料中的V会逐渐熔解YSZ中的Y元素,导致涂层失效
S在粘接层中易形成低熔点夹杂并偏聚在晶界处极大地削弱其强度
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。